Famille d’alliage
FonteType
ADIDésignation
A897 Grade 1 900-650-09Élaboration/Traitement
Trempe étagéeÉtat métallurgique
AusferritiqueN° de fiche
Ft-12Nomenclature
La fonte ADI « 900-650-09 » désigne une fonte à graphite sphéroïdal possédant une matrice ausferritique obtenue par traitement thermique. Ses propriétés mécaniques minimales sont une résistance mécanique de 900 MPa, une limite élastique de 650 MPa et un allongement à la rupture de 9 % (norme ASTM A897 Grade 1). Sa dureté se situe entre 269 HB et 341 HB. Les autres désignations sont ASTM « 130-90-09 » et 900-8 (ISO).
Méthode d’élaboration
L’échantillon a été produit par Applied Process. La pièce a été obtenue par coulée en moule au sable. Le traitement thermique typique est :
- Austénitisation (850 °C-930 °C) habituellement au four à atmosphère contrôlée (non oxydante);
- Trempe et maintien isotherme dans un bain de sels (sels de sodium et de potassium) ou de plomb. La durée de maintien est, en général, de l’ordre de 1 h à 2 h, et la température du bain de trempe se situe entre 350 °C et 400 °C;
- Refroidissement à l’air jusqu’à la température ambiante.
Il est à noter que ce type de traitement thermique permet une transformation de phase à température constante et contrôlée, ce qui minimise les distorsions (et fissures) dans la pièce par rapport à un traitement de trempe (à l’huile ou à l’eau), qui entraîne des différences de température entre différentes sections de pièce.
État métallurgique
La fonte ADI « 900-650-09 » a été obtenue à la suite d’un traitement thermique d’austénitisation et de trempe étagée réalisé après l’obtention de la pièce coulée (moule au sable). La pièce produite à l’origine (avant traitement thermique) est généralement une fonte ductile de type GS « 100-70-03 » (ASTM) ou « 700-2 » (ISO).
Remarques sur la composition chimique
La teneur en carbone est de 3,76 % et la teneur en silicium est de 2,37 % (carbone équivalent de 4,55 %). La sphéroïdisation est réalisée avec un inoculant à base de Fe-Si-Mg et de cérium (0,011 %).
Du cuivre a été ajouté à 0,7 % pour favoriser la perlitisation au refroidissement de la fonte d’origine (avant traitement thermique).
Des éléments d’alliage augmentant la trempabilité comme le chrome (0,06 %), le molybdène (0,01 %) et le nickel (0,05 %) sont présents en faible quantité afin que le risque de formation de carbures diminue.
La composition chimique est ajustée en fonction de la grosseur de la pièce afin que les propriétés finales soient celles prescrites par la norme A897.
Remarques sur la microstructure
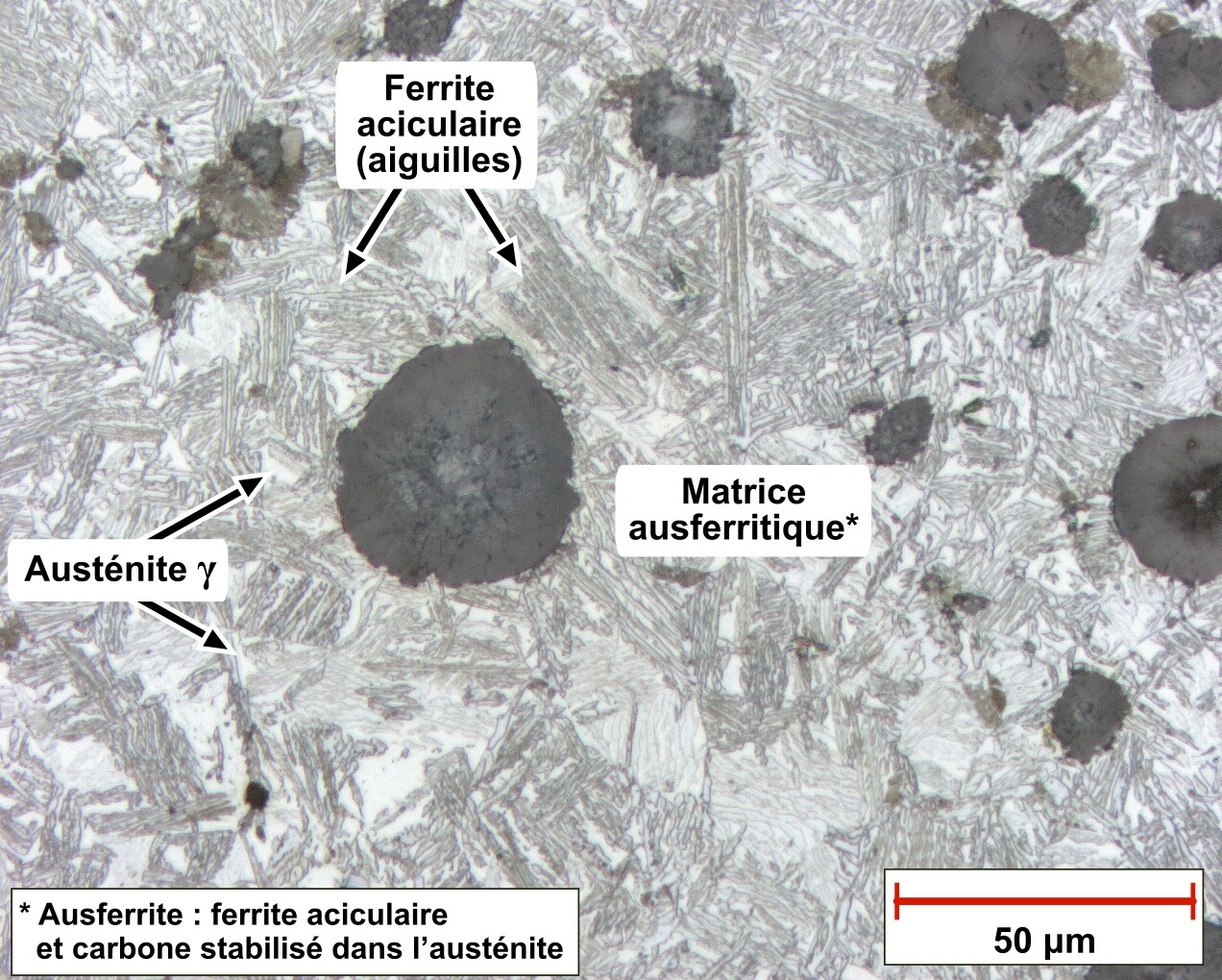
Après l’obtention d’une fonte ductile (GS) « 100-70-03 », le traitement thermique (austénitisation suivie d’une trempe étagée à une température supérieure à la transformation martensitique) permet d’obtenir une matrice dite ausferritique constituée de ferrite aciculaire (en forme d’aiguilles) et de carbone stabilisé dans une phase d’austénite dite « retenue » (non transformée).
Cette microstructure est couramment appelée « bainitique » ou « ferrite bainitique », mais la bainite est la matrice qui se trouve dans les aciers qui subissent une trempe étagée. La matrice bainitique peut se trouver dans les fontes ADI, mais la durée de la trempe étagée doit être plus élevée (plus de 4 heures, voire une dizaine d’heures, alors que la durée est de 1 à 2 heures pour une fonte ADI). Une matrice bainitique dans une fonte ADI est généralement un indicateur que la trempe étagée a échoué (ce qui signifie que l’ausferrite s’est décomposée).
Cette matrice ausferritique procure une résistance mécanique et une résistance à l’usure supérieures à celles des fontes GS non traitées. De même, ce type de matrice permet de maintenir un allongement à la rupture qui rivalise ou qui surpasse certaines fontes GS non traitées thermiquement (« 80-55-06 » et « 100-70-03 »).
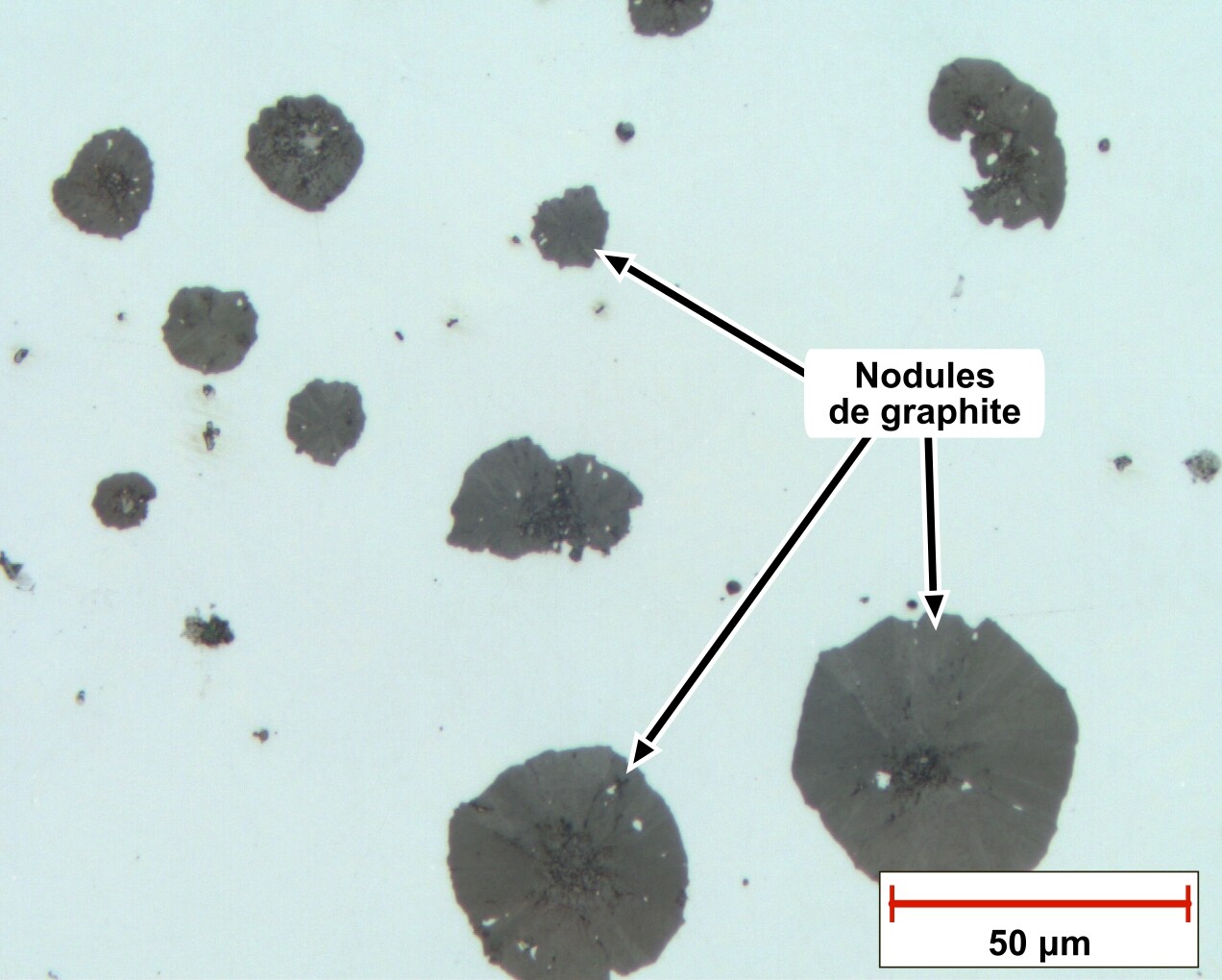
À l’état non attaqué (100X), la taille des nodules de graphite ainsi que leur dispersion dans la matrice sont plus faciles à évaluer par analyse d’images. La nodularité est de 98 % pour une densité nodulaire de 308 nod/mm2*. Le diamètre moyen des nodules est de 20 µm avec une valeur minimale de 10 µm et une valeur maximale de 69 µm. Les données quantitatives pour la proportion des phases sont : ausferritique (90,5 %), graphitique (9,5 %).
* Selon la norme ASTM 2567E et le facteur de forme de 0,6. La précision pour la nodularité est de +/- 15 nod/mm2.
Suggestion : l’attaque au Beraha (LP + FT) à forts grossissements (500X et 1000X) permet d’observer la matrice ausferritique supérieure.
Remarques sur les propriétés mécaniques
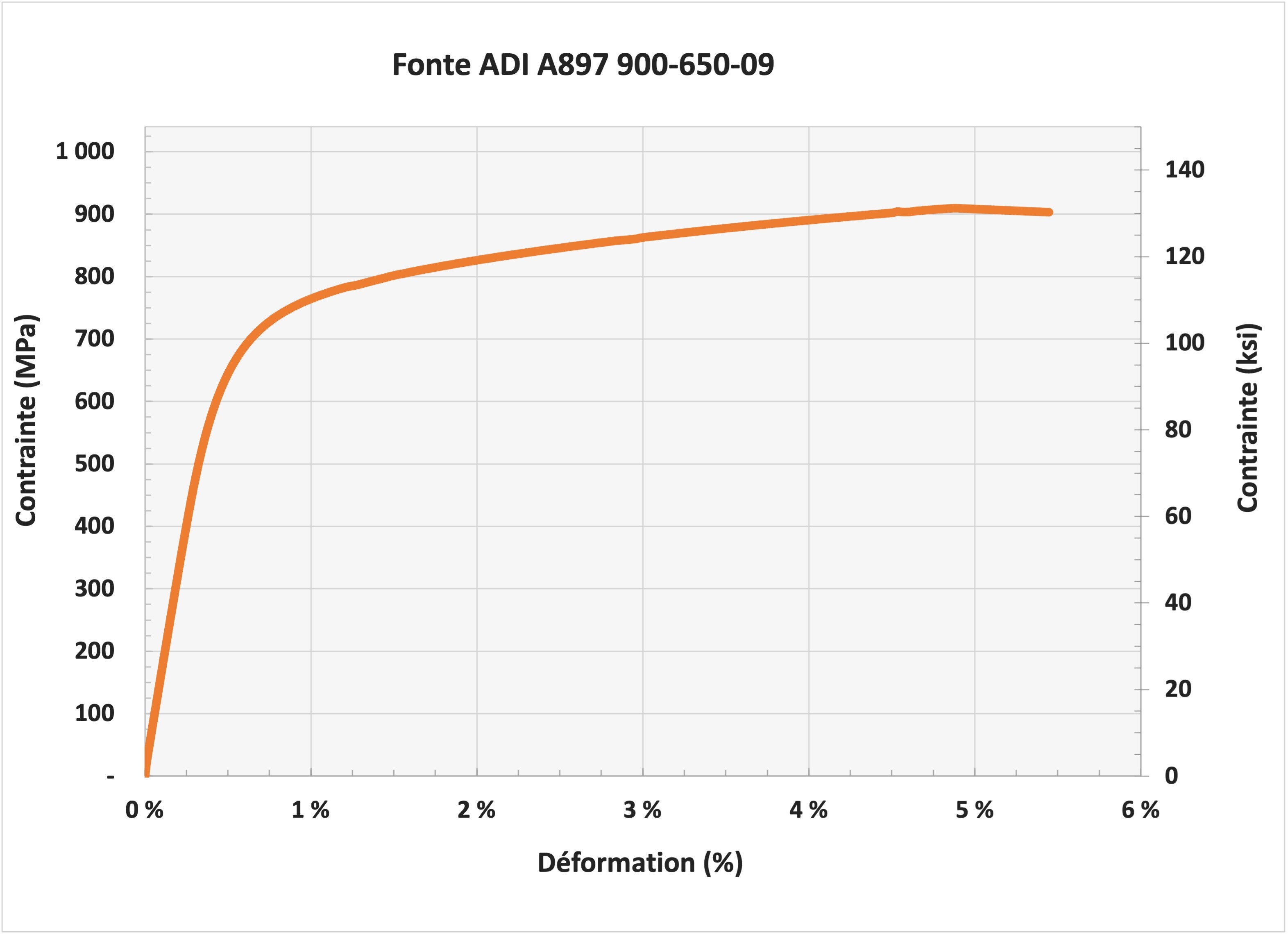
La résistance mécanique de 908 MPa, la limite élastique de 697 MPa et la dureté de 285 HB surpassent les valeurs prescrites par la norme ASTM A897. L’allongement à la rupture de 5 % est toutefois inférieur à la valeur prescrite par cette même norme. Cet alliage entre en concurrence avec plusieurs aciers faiblement alliés traités thermiquement par trempe suivie d’un revenu (selon l’application).
Préparation métallographique
- Meulage : 2x (180 grains, 2 min.), 2x (220 grains, 2 min.), 2x (320 grains, 2 min.);
- Polissage avec particules diamantées MD-Largo 6 µm (5 min.), MD-DAC 3 µm (4 min.), MD-NAP 1 µm (2 min.), MD-CHEM avec OP-U Non-Dry (1 min.).
Fiches d’alliages associés
- Ft-07 Fonte GS A536 100-70-03
- Ft-13 Fonte ADI A897 1050-750-07
- Ft-14 Fonte ADI 1200-850-04
- Ft-15 Fonte ADI 1400-1100-02
Applications possibles
L’utilisation des fontes ADI est en forte croissance. Communément appelé, en anglais, ADI Grade 1, ce grade est le grade de départ de toute la gamme des fontes ADI. Cette fonte ADI rivalise avec plusieurs aciers trempés et revenus en ce qui concerne la ténacité.
La résistance mécanique et la ténacité de la fonte ADI permettent une réduction pouvant atteindre 25 % de la masse par rapport à une pièce en acier forgé ainsi qu’une simplification des étapes de fabrication.
Ce type de fonte ADI est sélectionné lorsque l’application requiert une excellente ténacité (100 J Charpy sans entaille ou 12 J avec entaille) de même qu’une limite élastique et une résistance mécanique élevées.
Applications typiques (domaines des mines, du transport et de l’agriculture) : vilebrequins d’automobiles, engrenages (moteur diesel Cummins et différentiels), crochets de remorquage (camionnettes General Motors), composants de suspensions d’automobiles ou de tracteurs (bras de suspension de la Ford Mustang Cobra et des tracteurs John Deere), supports de ressorts, bielles, socs de charrues.
Provenance/Fabrication
La pièce (plaque) a été produite par Applied Process, Michigan, États-Unis.
Contributeur(s)
Famille d’alliage
FonteType
ADIDésignation
A897 Grade 1 900-650-09Élaboration/Traitement
Trempe étagéeÉtat métallurgique
AusferritiqueN° de fiche
Ft-12Tableaux des propriétés
| Valeurs mesurées | Valeurs typiques * | |
|---|---|---|
% C |
3,76 | 3,7 |
% Si |
2,37 | 2,5 |
% Mn |
0,47 | 0,28 |
% P |
0,016 | 0,04 max. |
% S |
0,006 | 0,02 max. |
| % Ni | 0,05 | 2,0 max. |
| % Cr | 0,06 | 0,030-0,070 |
| % Mg | 0,028 | 0,030-0,060 |
| % Cu | 0,69 | 0,80 max. |
| % Mo | 0,01 | 0,00-0,25 |
| % Fe | 93,0 | |
| % Ce | 0,011 | 0,0050-0,20 |
| Valeurs mesurées | Valeurs typiques ou normées * | |
|---|---|---|
Dureté (HB) |
285 | 269-341 |
| Rm (MPa) | 908 | 900 min.* |
| Re (MPa) | 700 | 650 min.* |
A (%) |
5 | 9 min.* |
| E (GPa) | 152 | 159 |
* Seules les valeurs Rm, Re et A sont normées par l’ASTM A897 (valeurs converties en MPa).
* Référence sur la composition chimique
www.matweb.com (Grade 1 - 130-90-09).
* Référence sur les résultats mécaniques
Norme ASTM A897/A 897M-03 et module de Young (E), Hayrynen K., Applied Process Inc., Property Data Austempered Ductile Iron, Avril 2012 (www.appliedprocess.com).
Essai de traction