Famille d’alliage
FonteType
Ductile (GS)Désignation
A536 80-55-06Élaboration/Traitement
Moule sableÉtat métallurgique
Brut de couléeN° de fiche
Ft-06Nomenclature
La fonte ductile (GS) « 80-55-06 » désigne une fonte à graphite sphéroïdal (GS) possédant une résistance mécanique d’au moins 80 ksi (550 MPa), une limite d’élasticité de 55 ksi (380 MPa) et un allongement à la rupture minimal de 6 % (norme ASTM A536). La dureté mesurée en Brinell se situe typiquement entre 187 HB et 269 HB. Les autres désignations sont FGS500-7 (France), FNG50-7 (Belgique), D5506 (SAE), F33800 (UNS) et 500-7 (ISO).
Méthode d’élaboration
L’échantillon a été produit par Fonderie Laroche située à Pont-Rouge. La pièce a été obtenue par coulée en moule au sable. Les paramètres de coulée ne sont pas disponibles.
État métallurgique
Cette fonte GS de désignation « 80-55-06 » a été obtenue brute de coulée (sable) sans aucun traitement thermique réalisé après la coulée.
Remarques sur la composition chimique
La teneur en carbone est de 3,52 % et la teneur en silicium est de 2,58 % (carbone équivalent de 4,4 %). Le manganèse et le cuivre agissent comme éléments perlitisants. La sphéroïdisation est réalisée avec un inoculant à base de Fe-Si-Mg.
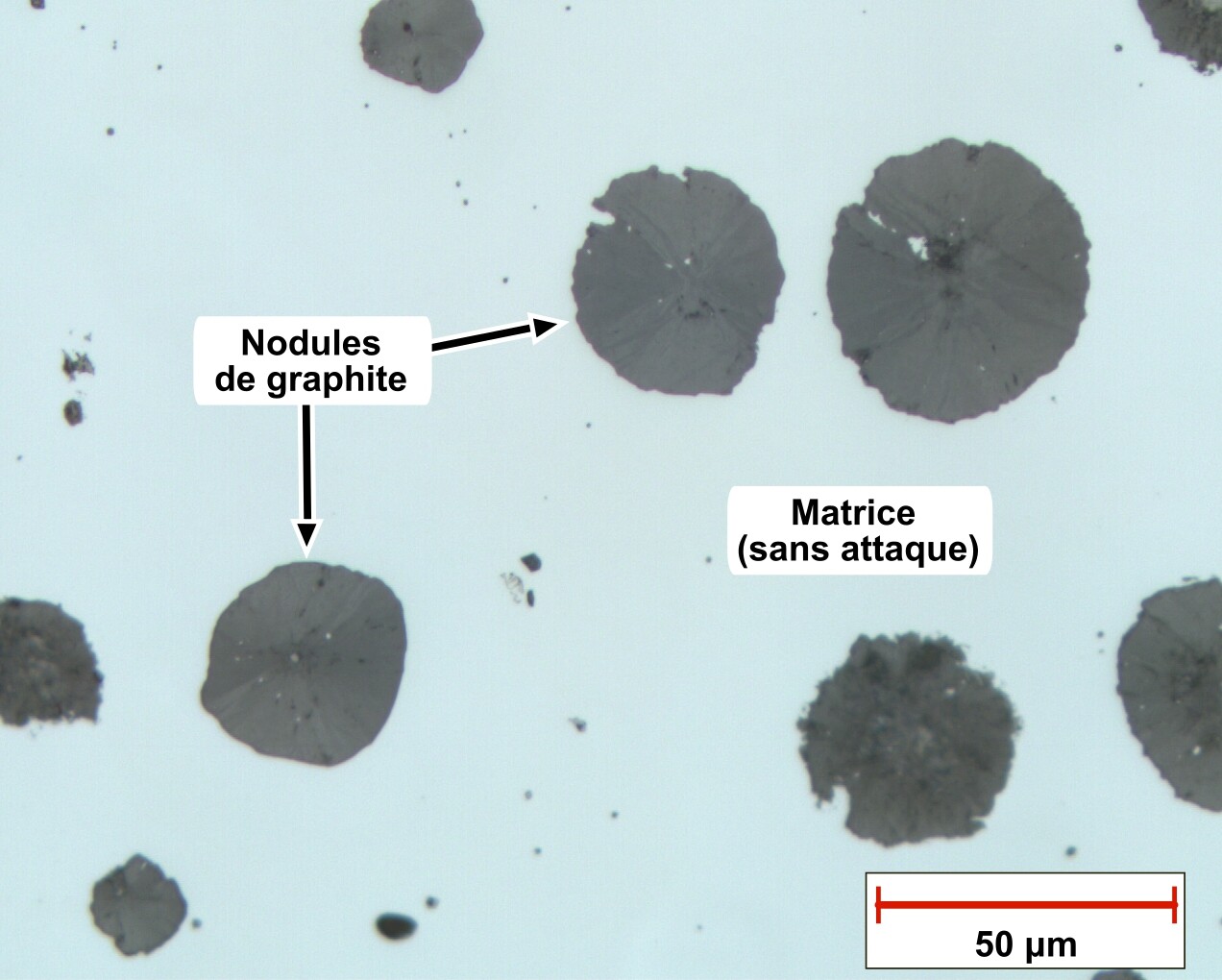
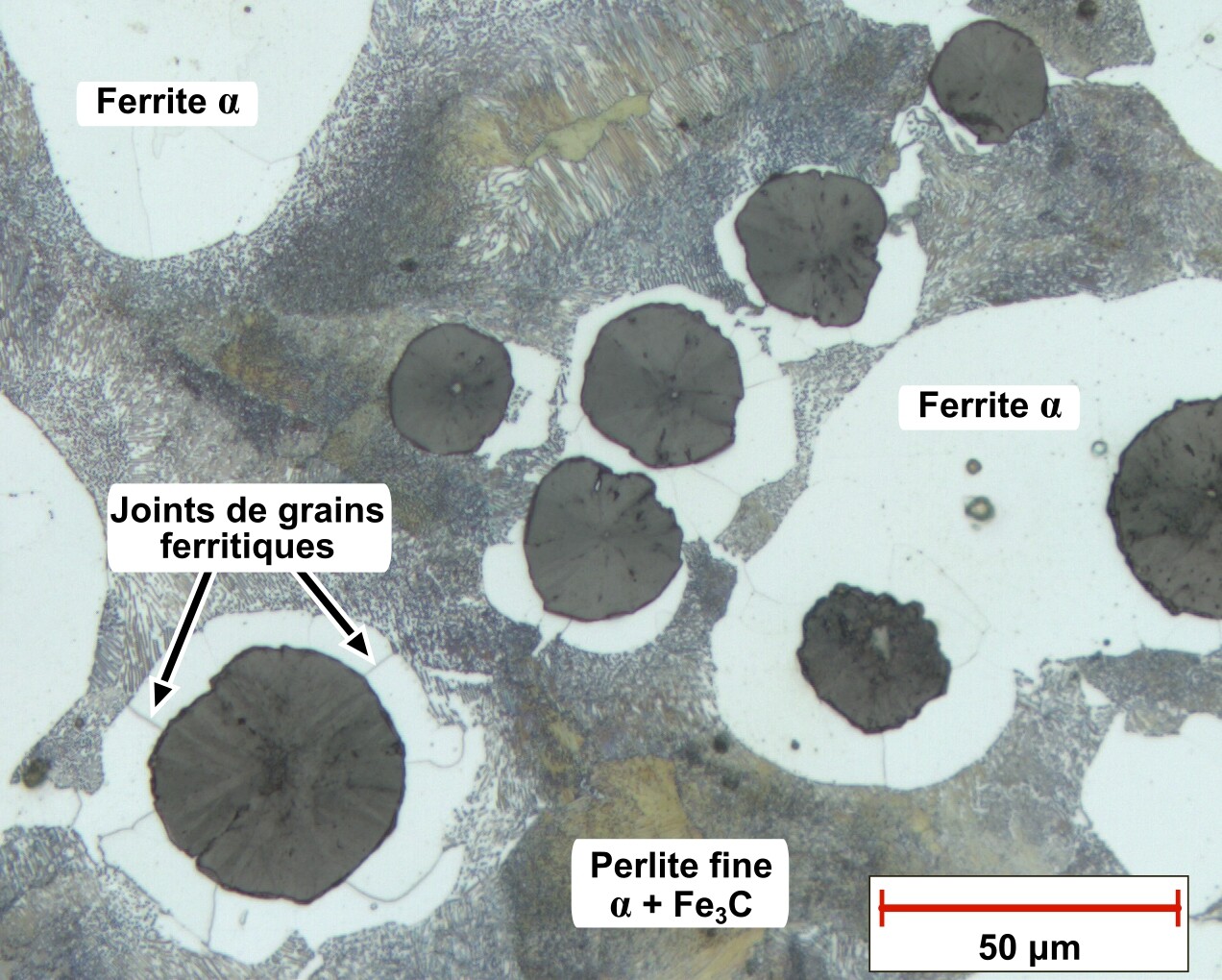
Remarques sur la microstructure
À l’état non attaqué (100X), la taille des nodules de graphite ainsi que leur dispersion dans la matrice sont plus faciles à évaluer par analyse d’images. La nodularité est de 99 %, pour une densité nodulaire de 217 nod/mm2*. Le diamètre moyen des nodules est de 26 µm, avec une valeur minimale de 10,1 µm et une valeur maximale de 95 µm. Les données quantitatives pour la proportion des phases sont : perlitique (54 %), ferritique (34 %), graphitique (12 %).
L’attaque au picral 4 % ne révèle que la perlite, sans révéler les joints de grains (typique de cette attaque chimique). Le nital 2 % sur le picral 4 % dévoile les joints de grains ferritiques autour des nodules de graphite, ce qui montre comment le processus de graphitisation appauvrit en carbone la zone adjacente. La perlite est relativement fine (voir 1000X de grossissement), et la matrice est ferrito-perlitique. Une matrice ferrito-perlitique procure une résistance mécanique et une résistance à l’usure supérieures à celles de la fonte GS « 65-45-12 » (à dominance ferritique).
* Selon la norme ASTM 2567E et le facteur de forme de 0,6. La précision pour la nodularité est de +/- 15 nod/mm2.
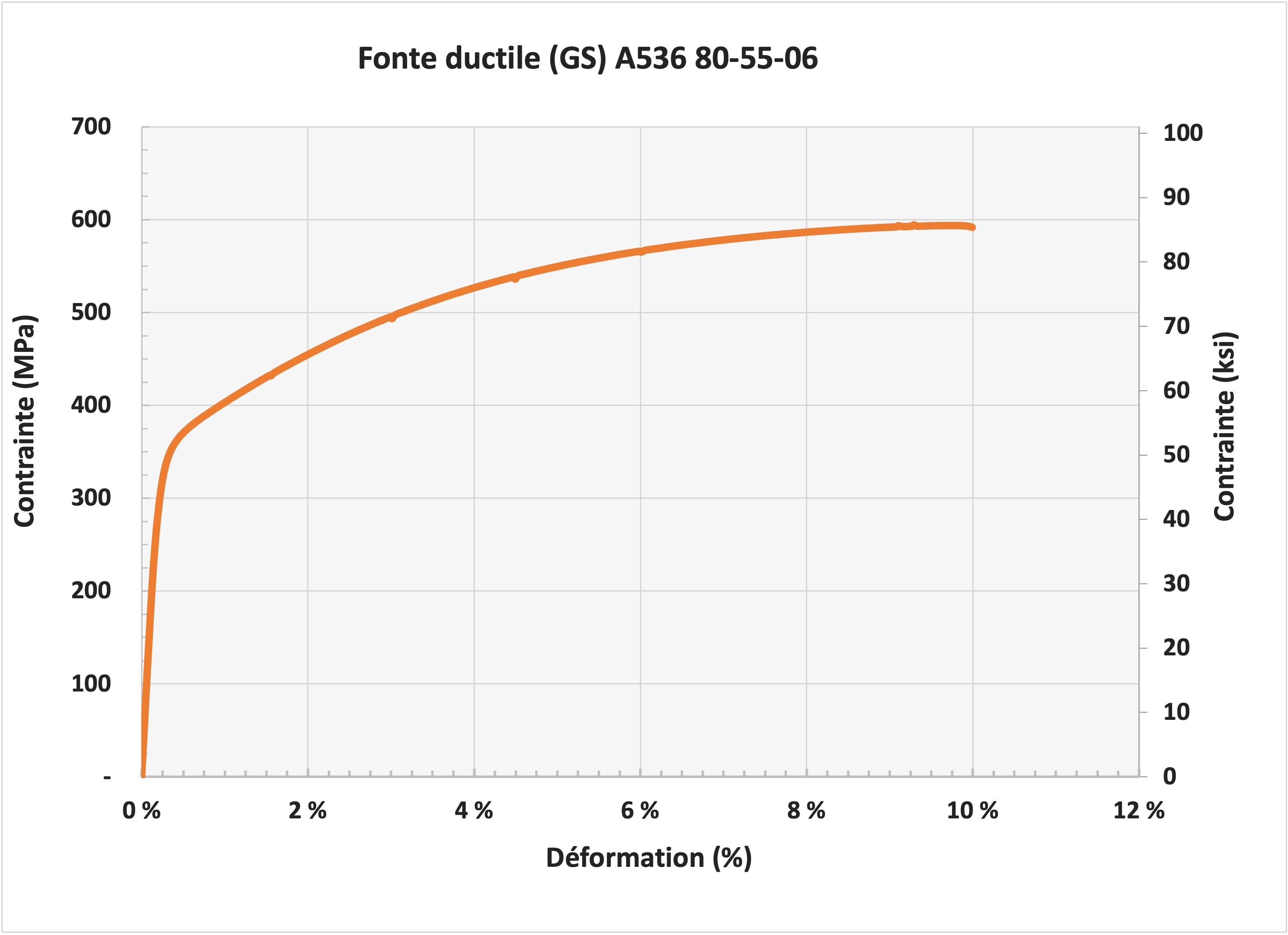
Remarques sur les propriétés mécaniques
Traduite en unités d’ingénierie du système international, la fonte GS « 80-55-06 » devient 550 MPa-380 MPa-6 %. Les valeurs mesurées pour la résistance mécanique et l’allongement à la rupture surpassent les valeurs prescrites par la norme ASTM A536. Cependant, la limite élastique (Re0,2) est légèrement inférieure à la norme (360 MPa au lieu de 380 MPa). Cette microstructure permet à la fois un usinage à grande vitesse et une très faible rugosité de surface. Les propriétés de cet alliage le rendent apte à la fabrication de composants de machines sujets à la sollicitation en tension, à l’usure, aux chocs modérés et à la fatigue.
Préparation métallographique
- Meulage : 2x (180 grains, 2 min.), 2x (220 grains, 2 min.), 2x (320 grains, 2 min.);
- Polissage avec particules diamantées MD-Largo 6 µm (5 min.), MD-DAC 3 µm (4 min.), MD-NAP 1 µm (2 min.), MD-CHEM avec OP-U Non-Dry (1 min.).
Applications possibles
Cette classe de fonte GS « 80-55-06 » est dominante sur le marché, car elle permet des applications de service général tout en possédant une résistance mécanique comparable à celle d’un acier SAE 1040 laminé à chaud. Ce grade de fonte GS offre une excellente usinabilité, une bonne résistance à l’usure et une faible rugosité de surface après usinage.
Applications possibles : rotors à pompes hydrauliques, collecteurs, blocs-cylindres automobiles, ébauches d’engrenages (gear blank), béliers, roues d’inertie, poulies, glissières pour machines-outils, plaques-modèles pour la fonderie, pinces, corps de soupape, soupapes de compresseurs, bagues de cylindres hydrauliques, bagues de tiges (rod bushings), moules pour pneus, pièces automobiles telles étriers de freins, arbres à cames, cylindres, bielles, pignons et engrenages.
Provenance/Fabrication
L’échantillon de traction a été produit par Fonderie Laroche, Pont-Rouge, Québec, Canada.
Contributeur(s)
Famille d’alliage
FonteType
Ductile (GS)Désignation
A536 80-55-06Élaboration/Traitement
Moule sableÉtat métallurgique
Brut de couléeN° de fiche
Ft-06Tableaux des propriétés
| Valeurs mesurées | Valeurs typiques * | |
|---|---|---|
% C |
3,52 | 3,6-3,8 |
% Sn |
0,0063 | |
% Si |
2,58 | 2,3-2,8 |
% Mn |
0,308 | 0,15-1,0 |
% P |
0,026 | 0,10 max. |
% S |
0,014 | 0,015 max. |
| % Cr | 0,056 | 0,03-0,07 |
| % Mg | 0,044 | 0,03-0,06 |
| % Cu | 0,35 | 0,15-1,0 |
| % Fe | 93,00 | 90,7-94,1 |
| % Ce | < 0,0040 | 0,0050-0,20 |
| Valeurs mesurées | Valeurs typiques ou normées * | |
|---|---|---|
Dureté (HB) |
201 | 187-269 |
| Rm (MPa) | 591 | 552 min.* |
| Re (MPa) | 360 | 380 min.* |
A (%) |
9,5 | 6,0 min.* |
| E (GPa) | 161 | 162-170 |
* Seules les valeurs Rm, Re et A sont normées par l’ASTM A536 (valeurs converties en MPa).
* Référence sur la composition chimique
www.matweb.com (Ductile Iron 80-55-06).
* Référence sur les résultats mécaniques
Norme ASTM A536-84 (Reapproved 1999).
www.matweb.com (Ductile Iron 80-55-06) pour la dureté.
Essai de traction