Famille d’alliage
AluminiumType
FonderieDésignation
AA B356.0Élaboration/Traitement
Moule sableÉtat métallurgique
Brut de couléeN° de fiche
Al-03Nomenclature
La série AA 3xx comporte deux sous-catégories, soit les alliages d’aluminium de fonderie, alliés avec du silicium et du magnésium, et les alliages de silicium, de magnésium et de cuivre. Le AA B356.0 est une désignation normée par l’Aluminium Association. Le « .0 » indique la forme du produit, soit une pièce coulée (alors que « .1 » serait un lingot). La lettre « B » devant 356.0 signifie qu’il s’agit d’une variante de l’alliage A356.0 et que l’alliage a donc été modifié par resserrement des teneurs admissibles pour certains éléments chimiques. Les désignations équivalentes sont AlSi7Mg0.3, Al-SiMg(Fe), A-57G, JIS AC4C, LM-25 et UNS A03560.
Méthode d’élaboration
L’alliage a été conçu au Département de métallurgie du Cégep de Chicoutimi à partir de lingots d’aluminium purs de première fusion et d’ajouts de Al-Si (50 %). Aucun affineur de grains tel le TiB2 ni modificateur d’eutectique comme le strontium n’a été ajouté.
État métallurgique
L’état métallurgique présenté est brut de coulée en moule au sable aggloméré chimiquement.
Remarques sur la composition chimique
Le resserrement des teneurs admissibles pour certains éléments chimiques du AA B356.0 concerne plus précisément le fer (0,09 % au lieu de 0,2 % pour le A356.0), le cuivre (0,05 % au lieu de 0,20 % pour le A356.0) et le manganèse (0,05 % au lieu de 0,1 % pour le A356.0).
Remarques sur la microstructure
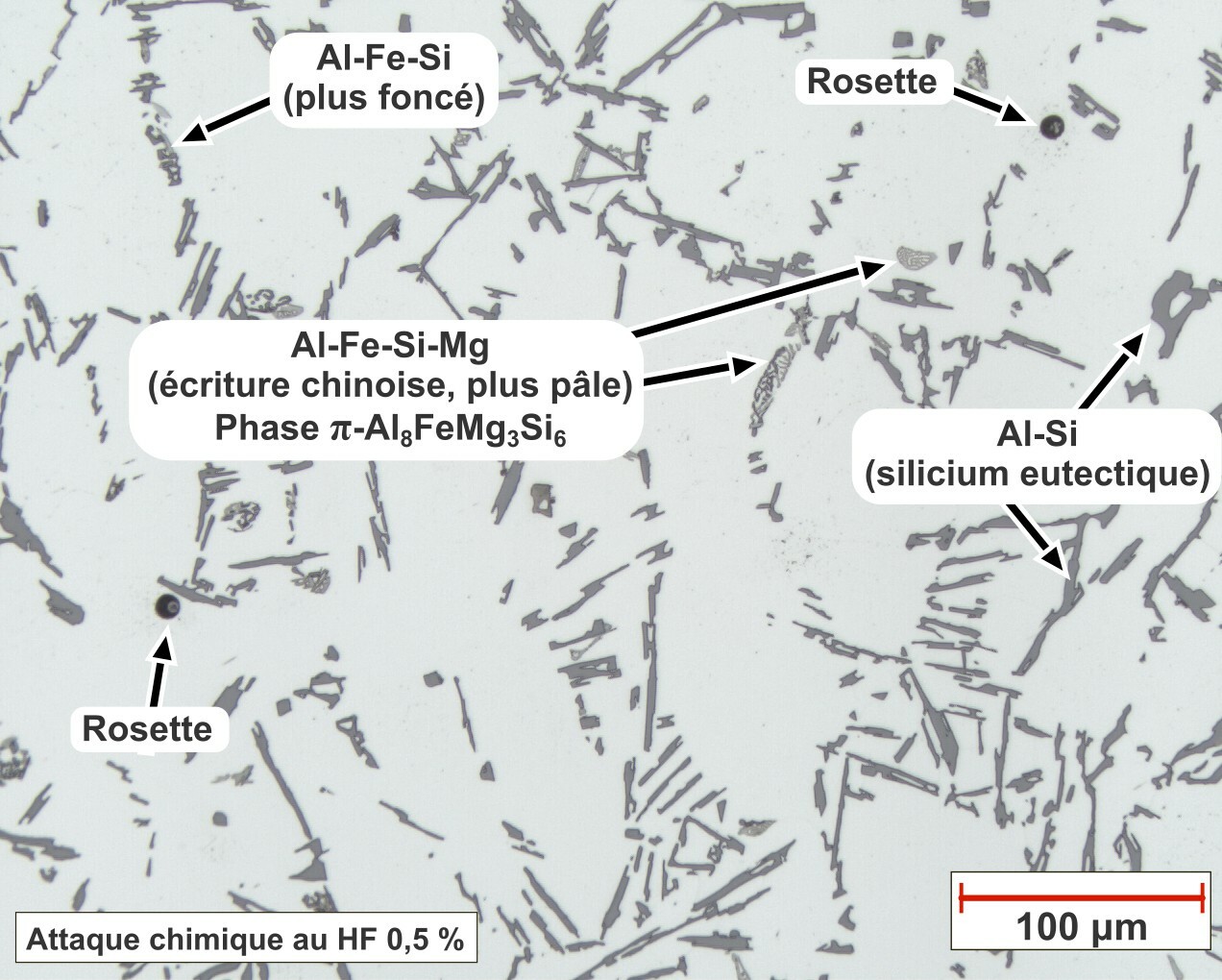
Sans attaque chimique, la microstructure présente des dendrites grossières du fait du refroidissement lent (en moule au sable) ainsi que du silicium eutectique de forme aciculaire.
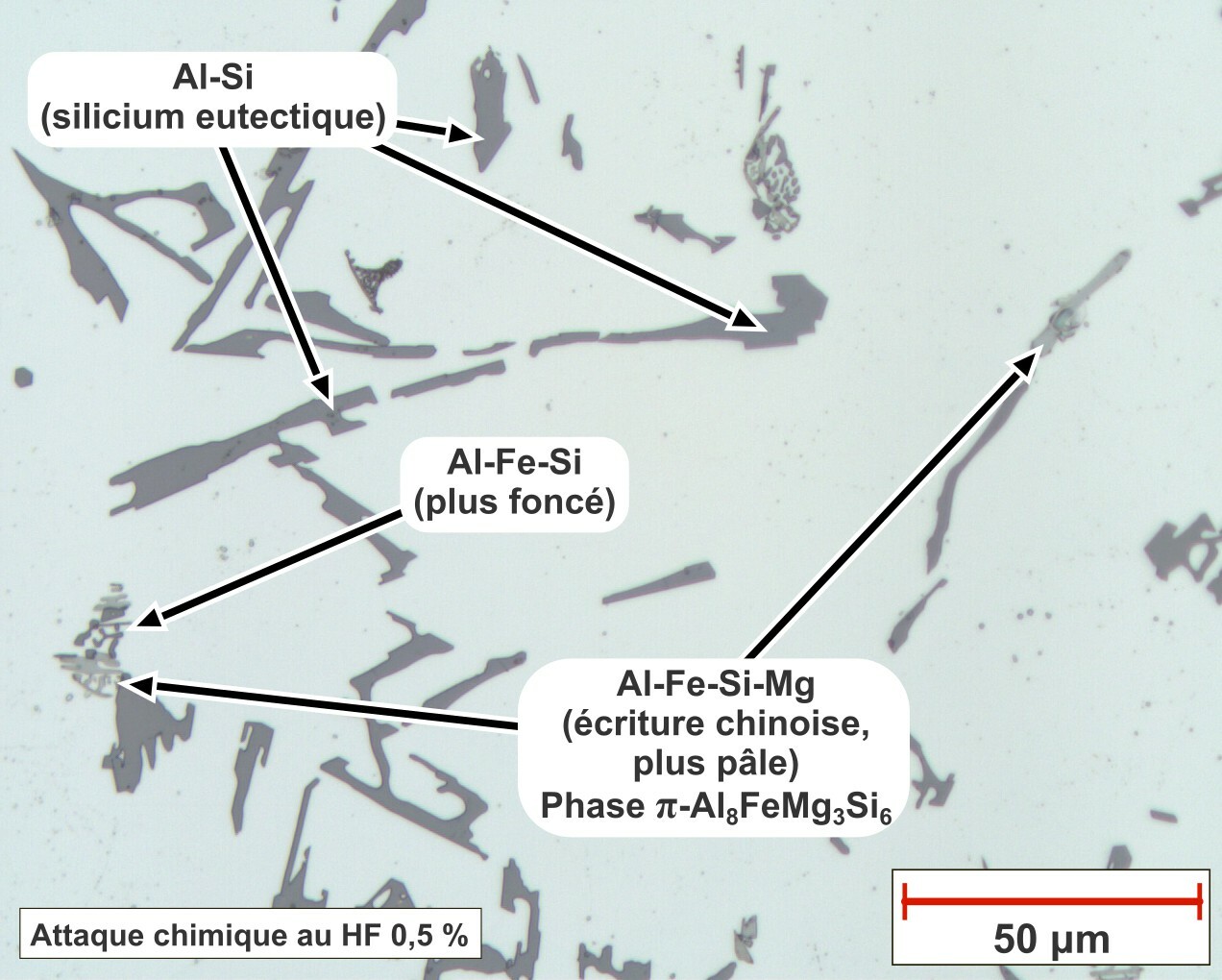
L’attaque au HF (0,5 %) révèle deux familles de précipités qui sont nuisibles aux propriétés mécaniques. Il y a les composés à base de Al-Fe-Si (de couleur plus foncée, en forme de lamelles qui s’entrecroisent) sous forme de Fe2Si2Al9 ou de Fe3Si2Al12, puis les composés de Al-Si-Fe-Mg (couleur plus pâle, sous forme de « script chinois »), qui se présentent sous la forme de phase « π-Al8FeMg3Si6 ».
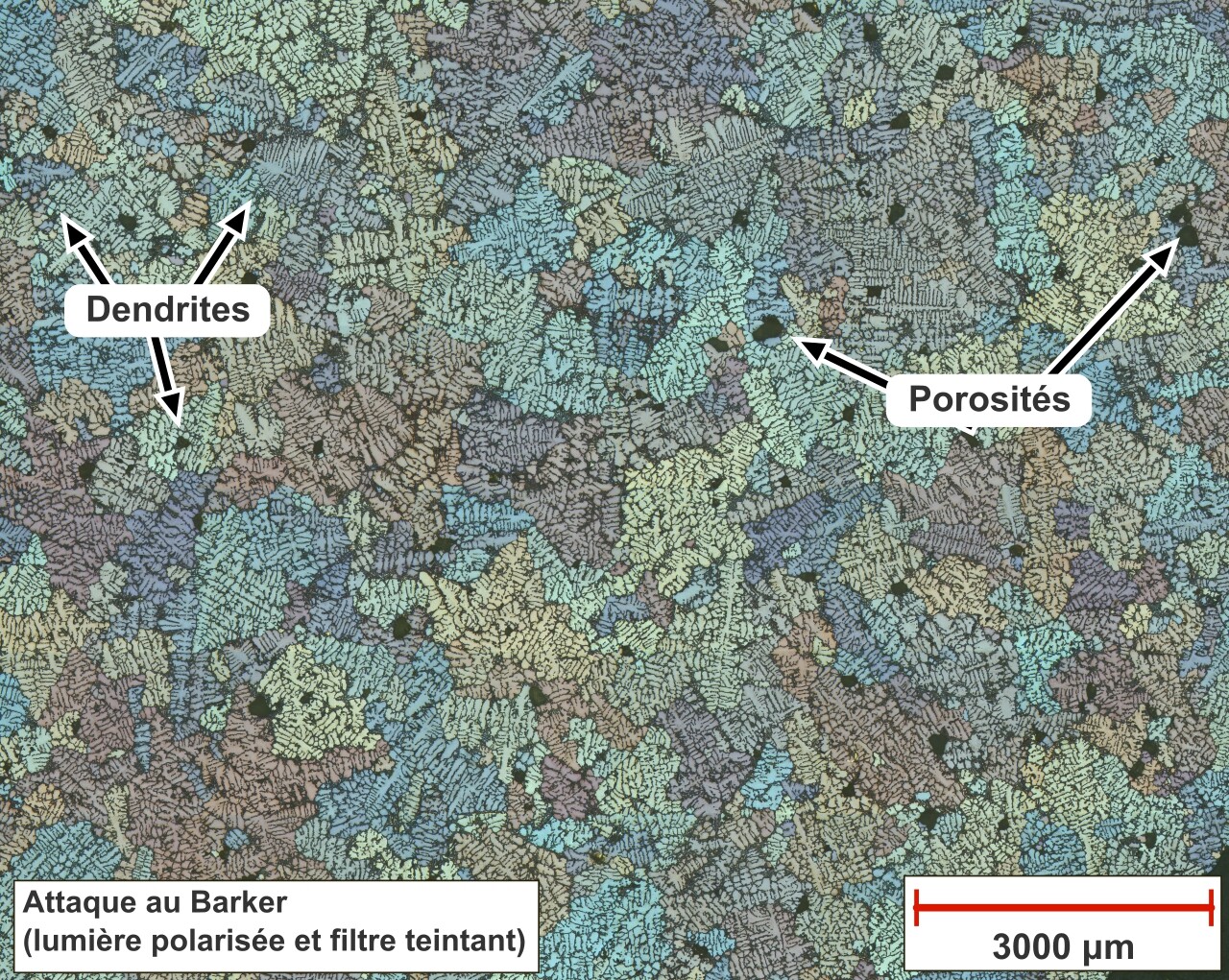
L’attaque électrolytique au Barker sous lumière polarisée et filtre tintant révèle plus facilement le contour de chaque grain et montre l’impact d’une solidification sans aucun affineur de grain. La dimension des grains, résultant de l’absence d’affineur, devient hors charte et est calculée avec la « méthode des interceptions » de la norme ASTM E112. Cette dimension moyenne des grains est de l’ordre de 500 µm (avec une valeur minimale de 200 µm et maximale de 1000 µm).
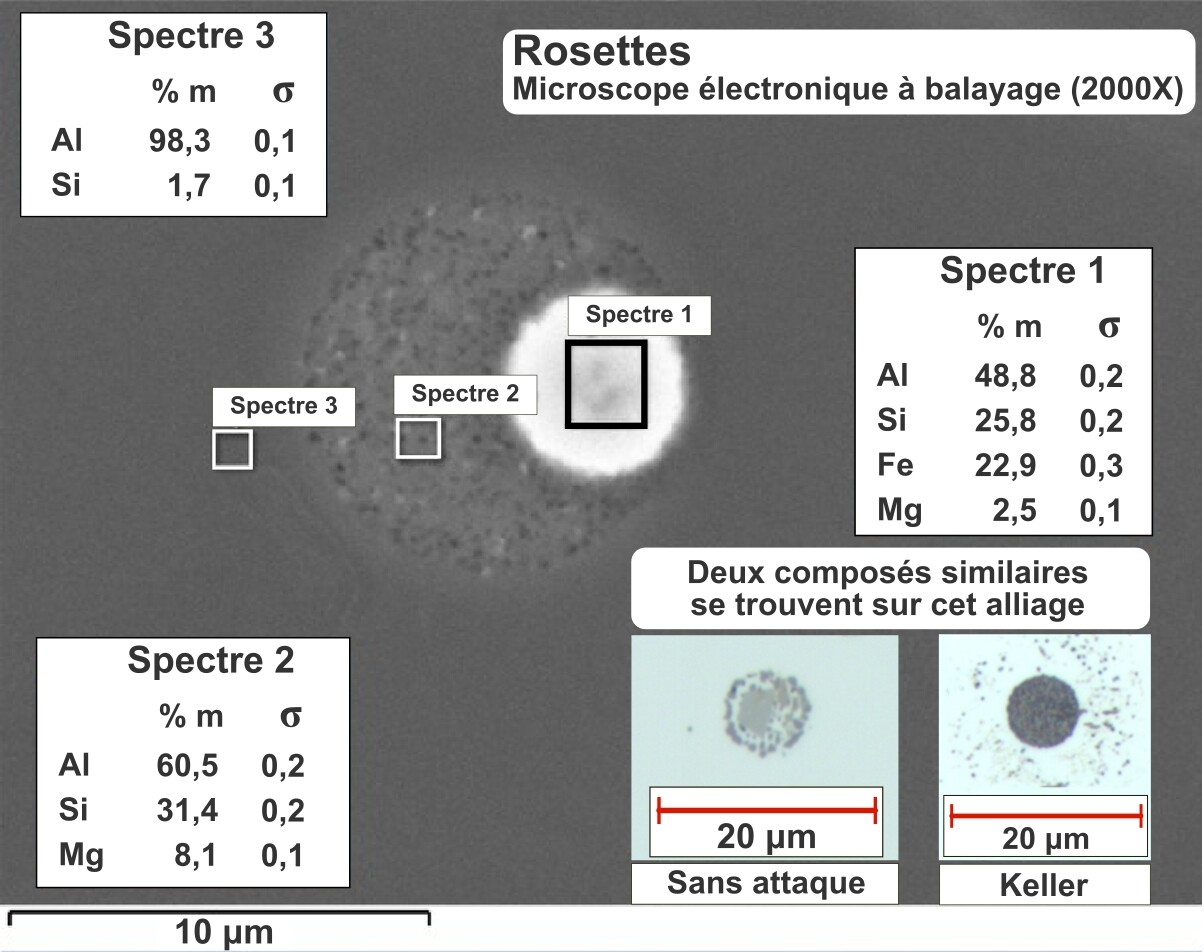
La présence de « rosettes » est le signe d’un refroidissement rapide. Ces « rosettes » sont facilement identifiables par leur profil convexe, allant même jusqu’à une structure parfaitement circulaire. Elles se forment durant la solidification lorsque du métal liquide, riche en éléments d’alliage, est emprisonné entre les premières dendrites solidifiées.
Il est à noter que les zones circulaires noirâtres sont des porosités.
Remarques sur les propriétés mécaniques
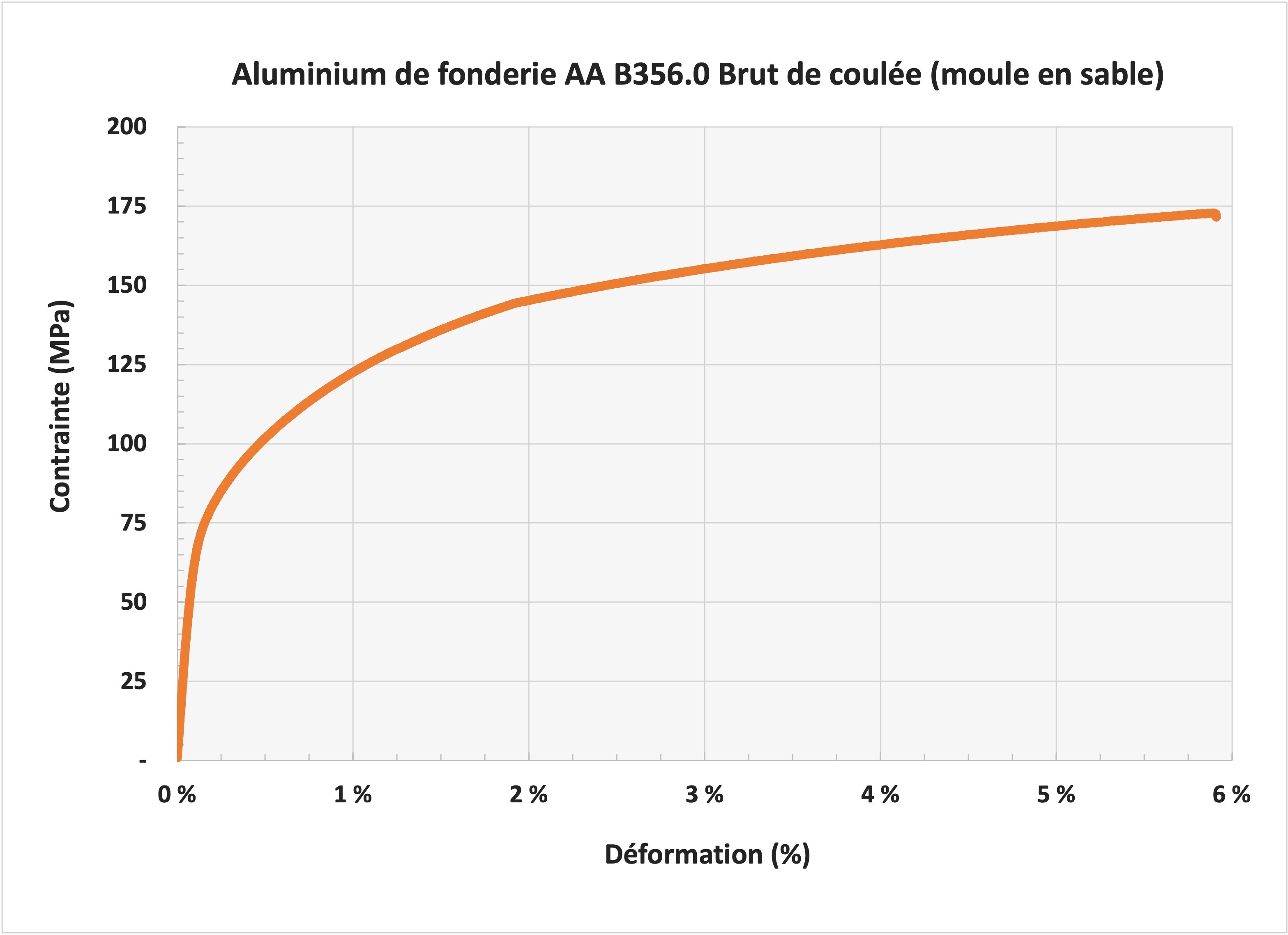
Les propriétés mécaniques à l’état brut de fonderie, sans traitement thermique subséquent, sont relativement basses. Toutefois, l’allongement à la rupture de 6 % est plus élevé que la moyenne des alliages de cette série. Les traitements thermiques T51, T6 et T71 sont les plus couramment appliqués aux pièces en 356.0 et à ses variantes.
Préparation métallographique
- Meulage sur papier 320 grains (2 min.);
- Polissage avec particules diamantées en suspension : MD-Largo 6 µm (5 min.), MD-Mol 3 µm (6 min.) (optionnelle), MD-Mol 1 µm (5 min.), MD-CHEM avec OP-U Non-Dry (1 min.) (finition).
Applications possibles
Pièces requérant une résistance mécanique élevée ainsi qu’un allongement à la rupture supérieur à l’alliage de base 356.0. Les pièces coulées en moule permanent et à l’état traité thermiquement « T6 » offrent des performances supérieures.
Applications typiques à l’état « T6 » : pièces de châssis d’avions, de camions et d’automobiles, boîtiers de transmission, blocs-cylindres refroidis à l’eau.
Provenance/Fabrication
Les échantillons ont été produits au Département de métallurgie du Cégep de Chicoutimi, Saguenay, Québec, Canada.
Contributeur(s)
Famille d’alliage
AluminiumType
FonderieDésignation
AA B356.0Élaboration/Traitement
Moule sableÉtat métallurgique
Brut de couléeN° de fiche
Al-03Tableaux des propriétés
| Valeurs mesurées | Valeurs normées * | |
|---|---|---|
% Si |
7,12 | 6,5-7,5 |
% Mn |
0,013 | 0,05 max. |
% Al |
92,35 | |
% Mg |
0,30 | 0,25-0,45 |
% Cu |
0,006 | 0,05 max. |
% Fe |
0,08 | 0,09 max. |
% Ti |
0,02 | 0,04-0,20 |
% Zn |
0,006 | 0,05 max. |
| Valeurs mesurées | Valeurs typiques * | |
|---|---|---|
Dureté (HB) |
63 | 55 |
Rm (MPa) |
173 | 161 |
Re (MPa) |
91 | 83 |
A (%) |
5,8 | 6 |
E (GPa) |
77 | 70 |
* Référence sur la composition chimique
The Aluminium Association, Designations and Chemical Composition Limits for Aluminum Alloys in the Form of Castings and lngot, Revised April 2002.
* Référence sur les résultats mécaniques
John L. Jorstad, Wayne M. Rasmussen, American Foundrymen’s Society Inc (AFS), Edited by Donna L. Zalensas, Aluminium Casting Technology, 2nd Edition, page 77, 1993.
Essai de traction