Famille d’alliage
AcierType
OutilDésignation
AISI S7Élaboration/Traitement
ThermiquementÉtat métallurgique
Trempé et double revenu (500 °C)N° de fiche
Ac-50Nomenclature
La désignation « S7 » signifie que c’est un acier de la catégorie « outil » qui est résistant aux chocs (« S » pour shock resistant). Il est allié au chrome, au molybdène et au vanadium. Les désignations équivalentes pour cet acier outil AISI S7 sont DIN 1.2355, 50CrMoV13-14 et UNS T41907.
Méthode d’élaboration
Le cycle de trempe et revenu a été appliqué sur un échantillon d’acier AISI S7 préalablement à l’état « sphéroïdisé » (fiche Ac-49). Les paramètres du cycle thermique sont les suivants :
- Montée en température à 250 °C/h jusqu’à une température d’austénitisation de 940 °C;
- Maintien pendant 1 heure à 940 °C;
- Trempe à l’air forcé (soufflé) jusqu’à 65 °C;
- Premier revenu d’adoucissement à 510 °C pendant 2 heures et refroidissement à l’air calme;
- Deuxième revenu d’adoucissement à 500 °C pendant 2 heures et refroidissement à l’air calme.
État métallurgique
L’état « trempé et revenu » est un état terminal d’une pièce en acier outil S7. Comme l’acier AISI S7 contient du chrome (3,4 %) et du molybdène (1,4 %), sa trempabilité à l’air est totale pour des échantillons jusqu’à 100 mm de section. Un revenu de détente (180 °C-200 °C) ou d’adoucissement (300 °C-600 °C) peut être appliqué. La température du revenu permet d’éliminer les contraintes internes, d’ajuster la dureté de l’outil et d’augmenter la ténacité.
Remarques sur la composition chimique
La teneur en carbone d’environ 0,5 % est en dessous de la moyenne comparativement à l’ensemble des aciers à outils. Cette teneur en carbone est réduite pour tout de même produire de la martensite, mais sa dureté est inférieure après le cycle de trempe.
Le soufre et le phosphore sont maintenus sous 0,03 % pour éviter la création de précipités indésirables (FeS, Fe3P). L’ajout de chrome et de molybdène améliore la trempabilité, qui peut s’effectuer à l’air pour des sections de pièce atteignant 100 mm. La présence de vanadium accroît la résistance mécanique (après trempe) tout en augmentant la ténacité après traitement thermique.
Remarques sur la microstructure
L’attaque au picral 4 % fait ressortir une matrice martensitique (brunâtre). Quelques carbures massifs de chrome sont présents ainsi que de fins carbures de chrome (sphériques à l’apparence de points noirs). Avec l’attaque au nital 2 %, les plages d’austénite non transformée (retenue) apparaissent en blanc. Quelques précipités de sulfure de manganèse (MnS) sont aussi visibles. Une mince couche de calamine est présente, résultant de l’oxydation en surface lors de l’austénitisation à 940 °C.
Remarques sur les propriétés mécaniques
L’acier outil S7 est un alliage très disponible, à coût moyen, et spécialement conçu pour l’injection sous pression (moulage) de pièces métalliques dont le point de fusion est bas. La trempe à l’air aide à réduire davantage les distorsions causées par les milieux de trempe plus agressifs comme l’huile, l’eau ou la saumure (mélange « sel + eau »).
La dureté de la pièce se situe généralement entre 59 HRC et 60 HRC après l’austénitisation suivie d’une trempe à l’air. Un double revenu de détente (180 °C-200 °C) peut être appliqué pour maintenir la dureté à 57 HRC, ou d’adoucissement (450 °C-650 °C) pour réduire la dureté de 54 HRC jusqu’à 40 HRC. Il est à noter que comme plusieurs aciers outils, l’intervalle de température entre 300 °C et 450 °C est à éviter, car l’alliage voit sa structure fragilisée et perd en ténacité.
Le AISI S7 conserve ses propriétés mécaniques à des températures jusqu’à 540 °C (ex. : 50 HRC). Les différentes nuances de cette catégorie (S1, S2, S5, S6 et S7) ont chacune une composition chimique différente qui amène une trempabilité précise et une résistance à l’adoucissement variable. L’acier outil S7 est celui possédant une trempabilité supérieure dans cette sous-catégorie d’aciers outil. Il est généralement utilisé pour le travail à chaud.
Le grand avantage de cet alliage réside dans sa résistance aux chocs. L’acier outil S7 possède une dureté de 57 HRC après revenu de détente à 200 °C et atteint 17 joules en essai de résilience Charpy sur éprouvette avec entaille en V (Charpy V notch). À titre comparatif, l’acier outil D2 possède une dureté de 60 HRC et atteint 2 joules en essai de résilience Charpy V notch avec le même revenu de détente.
Préparation métallographique
- Meulage sur papier 220 grains (2 min.), 320 grains (2 min.), 500 grains (1 min.);
- Polissage avec particules diamantées : MD-Largo 6 µm (5 min.), MD-DAC 3 µm (5 min.), MD-CHEM avec OP-U Non-Dry ou OP-S Non-Dry (1 min.) (finition optionnelle).
Fiches d’alliages associés
Applications possibles
L’état trempé-revenu est désiré pour la pièce en service. Cet acier à outils possède une excellente combinaison de résistance mécanique et de ténacité pour une grande variété d’applications tant pour des applications à froid qu’à chaud. Il est principalement utilisé comme matrice d’injection (à chaud).
Applications typiques :
- travail à froid : poinçons et matrices sujets à de forts impacts, lames de cisaille, matrices d’estampage, burins, matrices de pliage de tôle, matrices de grignoteuse (notching dies), tiges de marteaux piqueurs hydrauliques, goupilles cylindriques.
- travail à chaud (ne dépassant pas 540 °C) : matrices de moules à injection pour des plastiques ou des alliages à bas point de fusion, matrices pour certains alliages de métallurgie des poudres.
Provenance/Fabrication
La barre de 1 pouce de diamètre est distribuée par Precision Marshall Steel Company, Pennsylvanie, États-Unis.
Contributeur(s)
Famille d’alliage
AcierType
OutilDésignation
AISI S7Élaboration/Traitement
ThermiquementÉtat métallurgique
Trempé et double revenu (500 °C)N° de fiche
Ac-50Tableaux des propriétés
| Valeurs mesurées | Valeurs normées * | |
|---|---|---|
% C |
0,53 | 0,45-0,55 |
% Si |
0,51 | 0,20-1,00 |
% Mn |
0,66 | 0,20-0,90 |
% P |
0,015 | 0,030 |
% S |
0,013 | 0,030 |
| % Ni | 0,44 | |
| % Cr | 3,42 | 3,00-3,50 |
| % Cu | 0,16 | |
| % Mo | 1,34 | 1,30-1,80 |
| % W | 0,02 | |
| % V | 0,014 | 0,35 max. |
| Valeurs mesurées | Valeurs normées ou typiques * | |
|---|---|---|
Dureté (HRC) |
60,3 | 56 min.* |
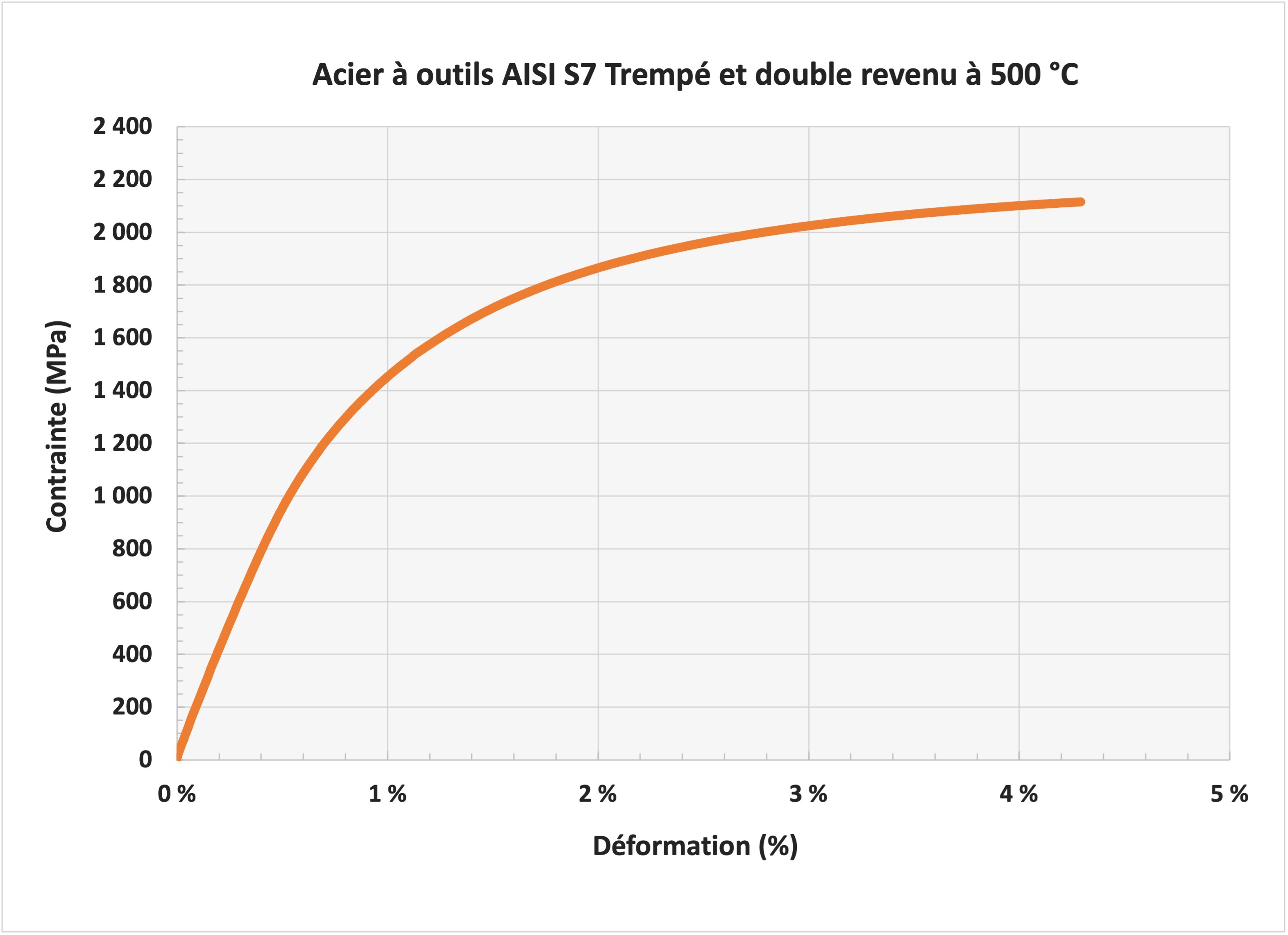
| Rm (MPa) | 2115 | 2030 |
| Re (MPa) | 1430 | ND |
A (%) |
3,7 | ND |
| E | 200 | 190 |
* Seule la dureté maximale est normée par l’ASTM A681. La dureté de 56 HRC est le minimum après un revenu à 204 °C.
Essai de traction