Famille d’alliage
AcierType
OutilDésignation
AISI O1Élaboration/Traitement
ThermiquementÉtat métallurgique
SphéroïdiséN° de fiche
Ac-39Nomenclature
La désignation « AISI O1 » signifie que c’est un acier de la catégorie « outil » trempable à l’huile (« O » pour oil) contenant entre 0,85 % et 1,00 % de carbone. L’alliage contient aussi du chrome, du manganèse et du tungstène. Les désignations possibles pour cet acier outil sont B. S.BO 1, 1.2510/100MnCrW4, SKS3 et UNS T31501.
Méthode d’élaboration
Même si les teneurs maximales permises en soufre et phosphore sont de 0,03 %, la méthode d’élaboration en aciérie permet d’obtenir un alliage à très faibles teneurs en soufre (< 0,01 %) et en phosphore (< 0,01 %).
État métallurgique
Le recuit de sphéroïdisation est caractérisé par une succession de refroidissements très lents et de remontées au-dessus de la température eutectoïde. Au refroidissement final, le diagramme d’équilibre fer‑carbone est étroitement suivi. L’état recuit de sphéroïdisation n’est pas l’état terminal d’un outil O1. C’est un état intermédiaire qui permet d’usiner la pièce aux dimensions requises ou d’effectuer une déformation à froid sur la pièce semi-finie.
Remarques sur la composition chimique
La teneur en carbone de 0,85 %-1,00 % agit sur la trempabilité et la dureté de la martensite produite après le cycle de trempe. Le soufre et le phosphore sont maintenus sous 0,03 % pour éviter la création de précipités indésirables (FeS, Fe3P). L’ajout de tungstène et de chrome augmente la trempabilité et améliore la résistance à l’usure par rapport à l’acier outil W1.
Remarques sur la microstructure
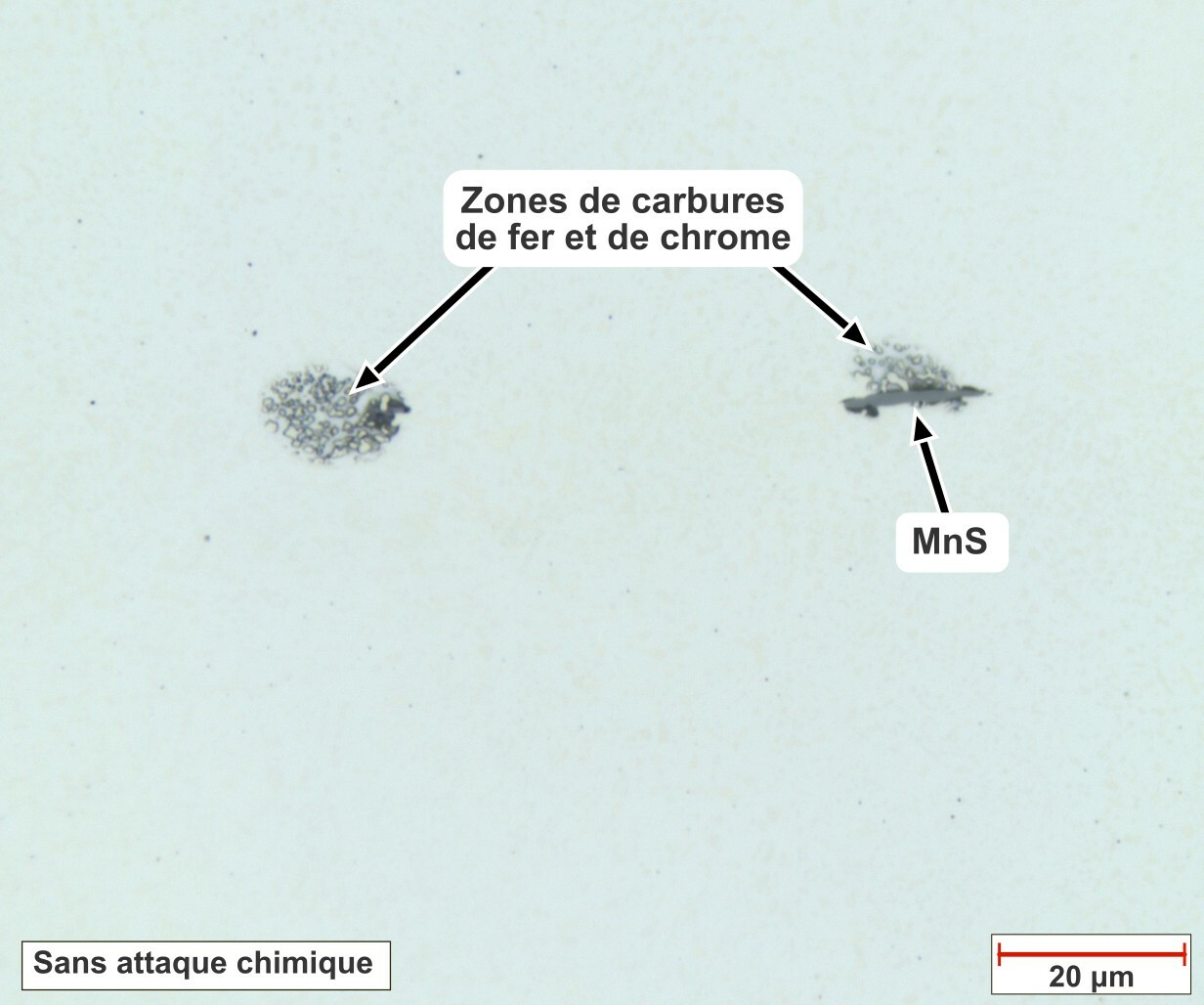
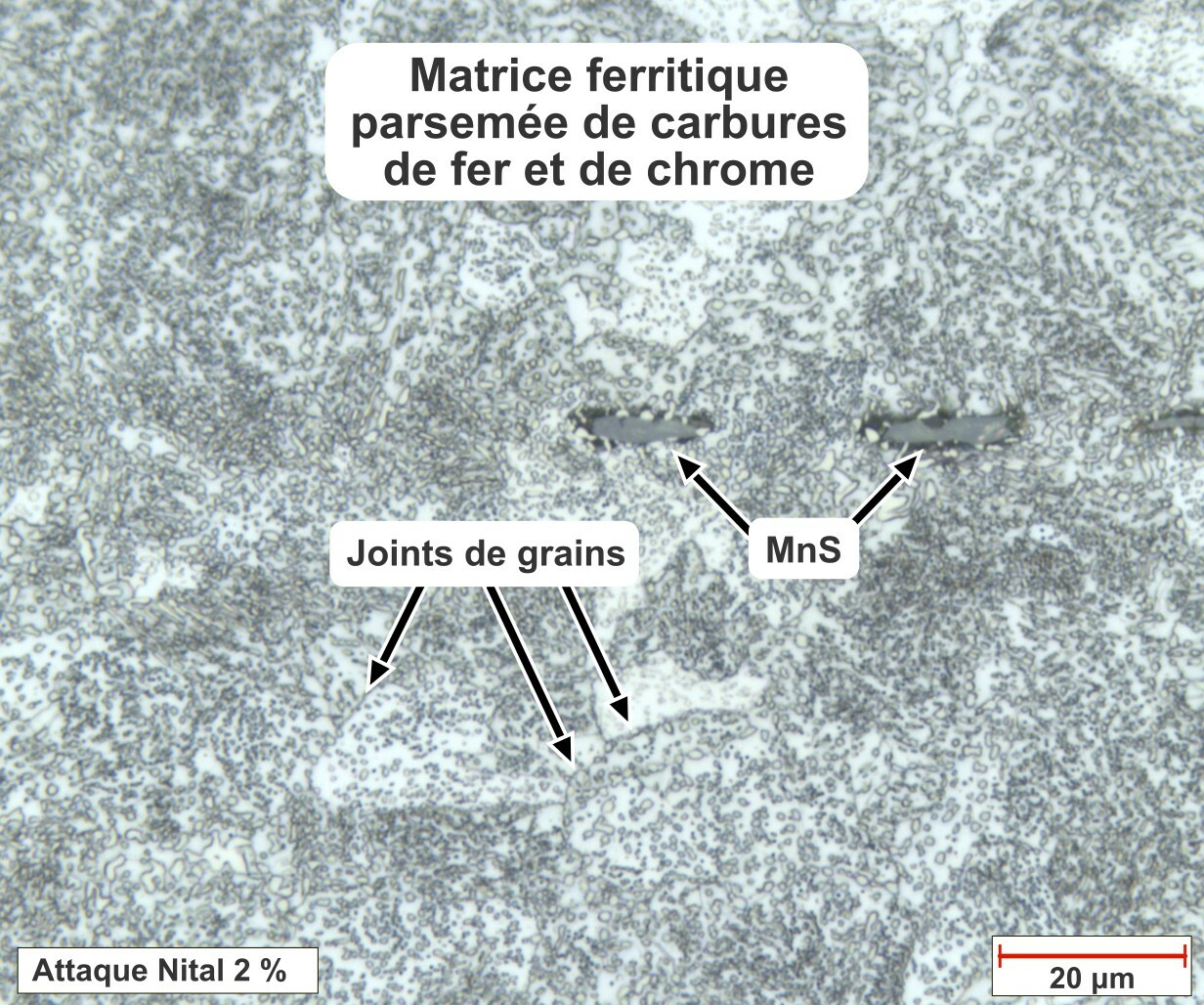
La matrice ferritique est entièrement parsemée de carbures de Fe3C et de chrome qui ont été « globularisés » lors du traitement thermique de recuit. C’est cette globularisation des carbures qui porte le nom de sphéroïdisation.
Quelques joints de grains sont visibles uniquement avec l’attaque nital 2 %.
Les composés de sulfure de manganèse (MnS) visibles ont été déformés lors du processus de mise en forme qui a précédé le traitement de sphéroïdisation.
Remarques sur les propriétés mécaniques
L’état recuit de sphéroïdisation n’est pas l’état terminal. C’est un état intermédiaire qui facilite l’usinage de la pièce aux dimensions requises ou qui permet d’effectuer une déformation à froid (AR ≈ 25 %).
L’acier outil AISI O1 est un alliage peu coûteux et spécialement élaboré pour le travail à froid d’autres pièces métalliques. La trempe à l’huile permet de réduire les distorsions causées par les milieux de trempe plus agressifs comme l’eau ou la saumure (mélange « sel + eau »).
La dureté de la pièce se situe généralement entre 63 HRC et 65 HRC après trempe à l’huile. Un double revenu de détente (180 °C-200 °C) ou d’adoucissement (400 °C-600 °C) peut être appliqué.
Préparation métallographique
- Meulage sur papier 220 grains (2 min.), 320 grains (2 min.), 500 grains (1 min.);
- Polissage avec particules diamantées : MD-Largo 6 µm (5 min.), MD-DAC 3 µm (5 min.), MD-CHEM avec OP-U Non-Dry ou OP-S Non-Dry (1 min.) (finition optionnelle).
Fiches d’alliages associés
Applications possibles
À l’état sphéroïdisé : état de livraison général et état transitoire pour la mise en forme de l’outil et l’usinage (état métallurgique idéal).
De manière générale, l’acier outil O1 est très polyvalent et est destiné à de nombreuses applications dans le domaine du travail à froid. Il présente les caractéristiques principales suivantes :
- bonne usinabilité (la désignation O6 possède une usinabilité supérieure);
- bonne stabilité dimensionnelle après la trempe;
- excellente combinaison de grande dureté superficielle et de ténacité après la trempe et le revenu.
À l’état trempé à l’huile suivi d’un revenu de détente : état métallurgique désiré pour la pièce en service, principalement utilisé comme outil pour le travail à froid. Il confère aux outillages une longue durée de vie et une excellente économie de production.
Applications typiques : outils de découpes (poinçonnage, perçage, emboutissage, cisaillage, ébavurage, détourage, rognage), outils de formage (cintrage, cambrage, nervurage, emboutissage, petites matrices d’estampage à froid), outils de contrôle, contrepoints, douilles de guidage, éjecteurs, forets de petites et moyennes dimensions, tarauds, petites roues dentées, pistons, buses, cames), lames de cisailles, grignoteuses.
Provenance/Fabrication
La barre de 1 pouce de diamètre est distribuée par Precision Marshall Steel Company, Pennsylvanie, États-Unis.
Contributeur(s)
Famille d’alliage
AcierType
OutilDésignation
AISI O1Élaboration/Traitement
ThermiquementÉtat métallurgique
SphéroïdiséN° de fiche
Ac-39Tableaux des propriétés
| Valeurs mesurées | Valeurs normées * | |
|---|---|---|
% C |
0,89 | 0,85-1,00 |
% Si |
0,25 | 0,10-0,50 |
% Mn |
1,09 | 1,00-1,40 |
% P |
0,008 | 0,030 max. |
% S |
0,003 | 0,030 max. |
| % Ni | 0,15 | 0,30 max. |
| % Cr | 0,53 | 0,40-0,70 |
| % Cu | 0,16 | |
| % Mo | 0,075 | |
| % W | 0,45 | 0,40-0,60 |
| % Fe | 96,31 | |
| % V | 0,02 | 0,30 max. |
| Valeurs mesurées | Valeurs typiques * | |
|---|---|---|
| Dureté | 92,3 HRB (196 HB) | 190 HB |
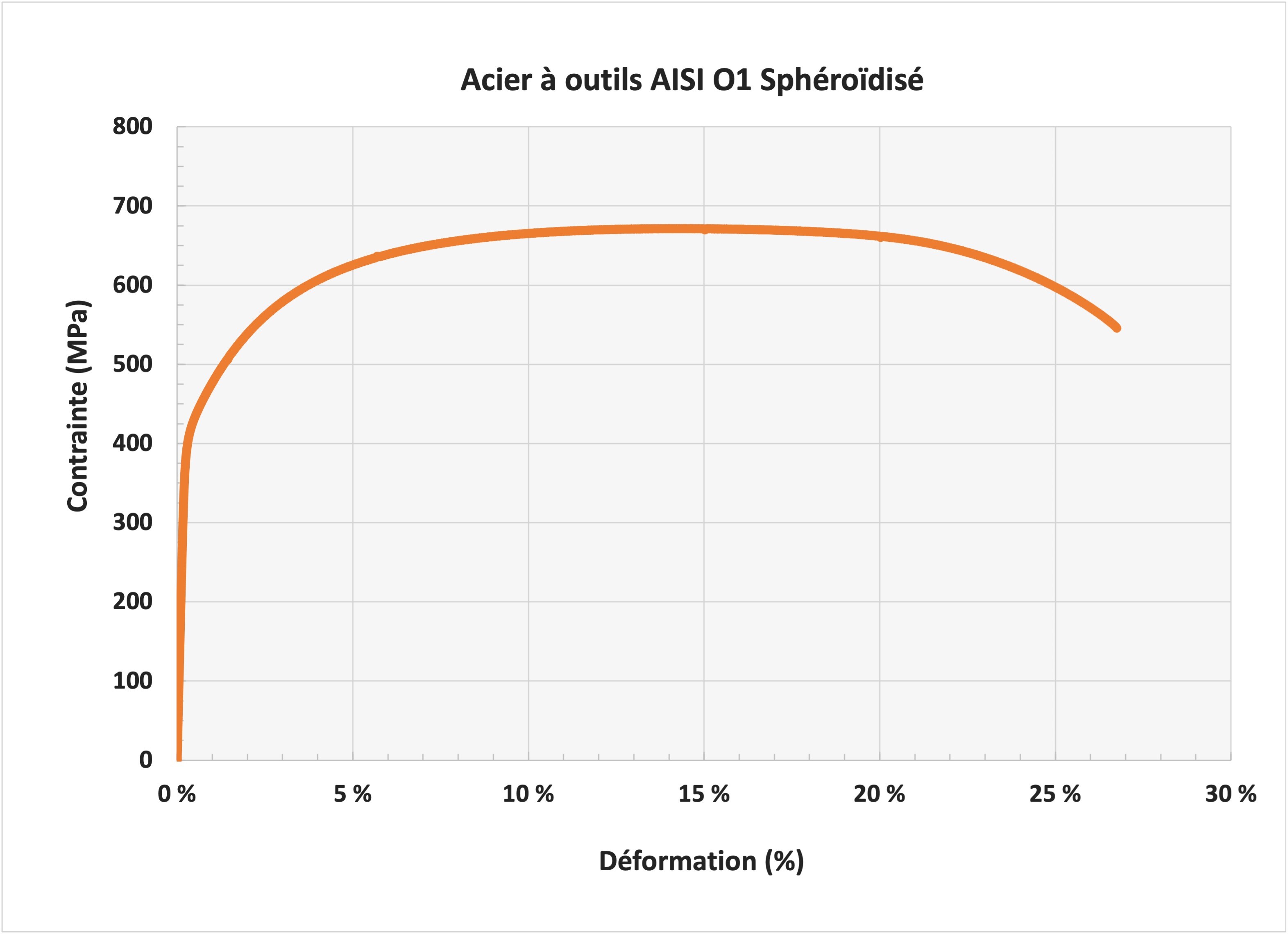
| Rm (MPa) | 671 | 640 |
| Re (MPa) | 426 | 400 |
A (%) |
26,6 | 20 |
| E (GPa) | 183 | 190 |
* Référence sur la composition chimique
Norme ASTM A681-94 (Reapproved 1999)
* Référence sur les résultats mécaniques
https://www.makeitfrom.com/material-properties/Annealed-O1-Tool-Steel
Essai de traction