Famille d’alliage
AcierType
OutilDésignation
AISI W1Élaboration/Traitement
ThermiquementÉtat métallurgique
Recuit completN° de fiche
Ac-18Nomenclature
La désignation « AISI W1 » signifie que c’est un acier de la catégorie « outil » trempable à l’eau (« W » pour water) dont l’élément d’alliage principal est le carbone, entre 0,6 % et 1,4 %. Les désignations possibles pour cet acier outil sont DIN C125W et UNS T72301.
Méthode d’élaboration
Le traitement thermique de type « recuit complet » a été réalisé avec un four à résistances électriques, sans protection gazeuse, à partir d’un échantillon de W1 sphéroïdisé. La rampe de montée est de 300 °C/h, et un plateau de maintien de 850 °C est appliqué pendant 4 heures. L’échantillon est par la suite refroidi au four à un taux de refroidissement de -50 °C/h jusqu’à l’atteinte de 600 °C. Finalement, le four est arrêté et l’échantillon refroidit lentement au four jusqu’à 20 °C.
État métallurgique
Le recuit complet est caractérisé par un refroidissement très lent et suit étroitement le diagramme d’équilibre fer‑carbone.
Remarques sur la composition chimique
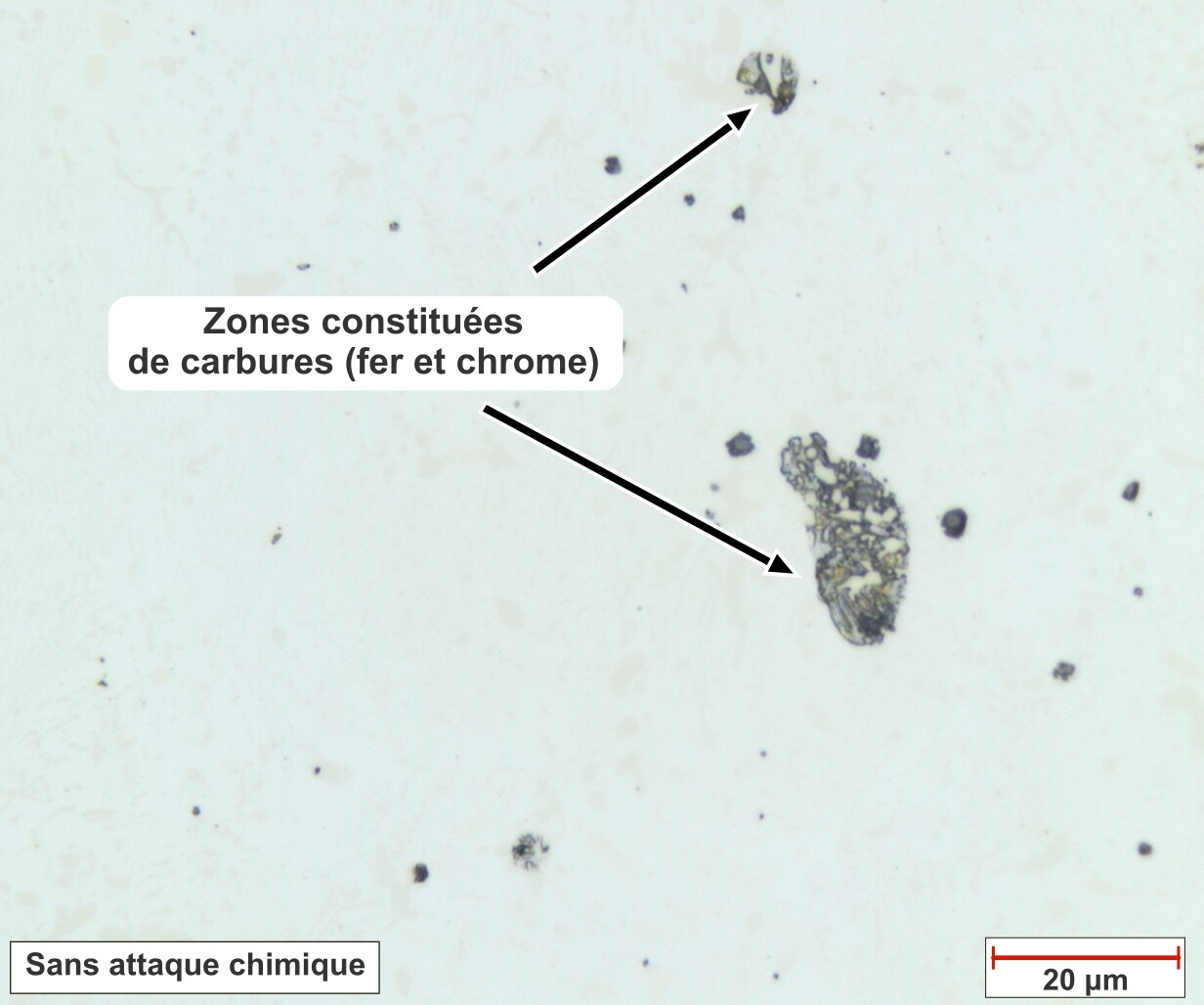
La teneur en carbone de 0,94 % agit sur la trempabilité et la dureté de la martensite produite après le cycle de trempe. Le soufre et le phosphore sont maintenus sous 0,01 % pour éviter la création de précipités indésirables (FeS, Fe3P).
Remarques sur la microstructure
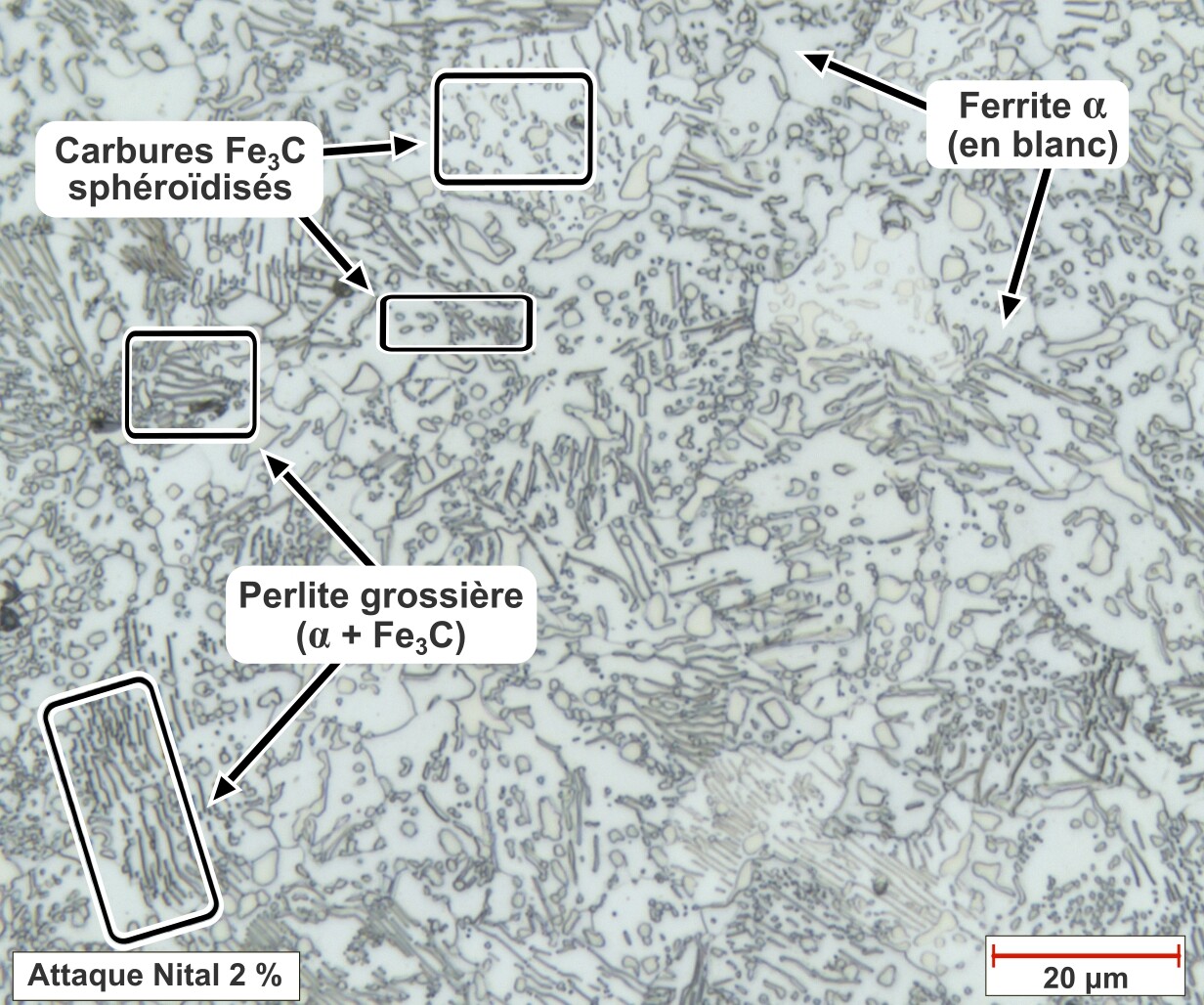
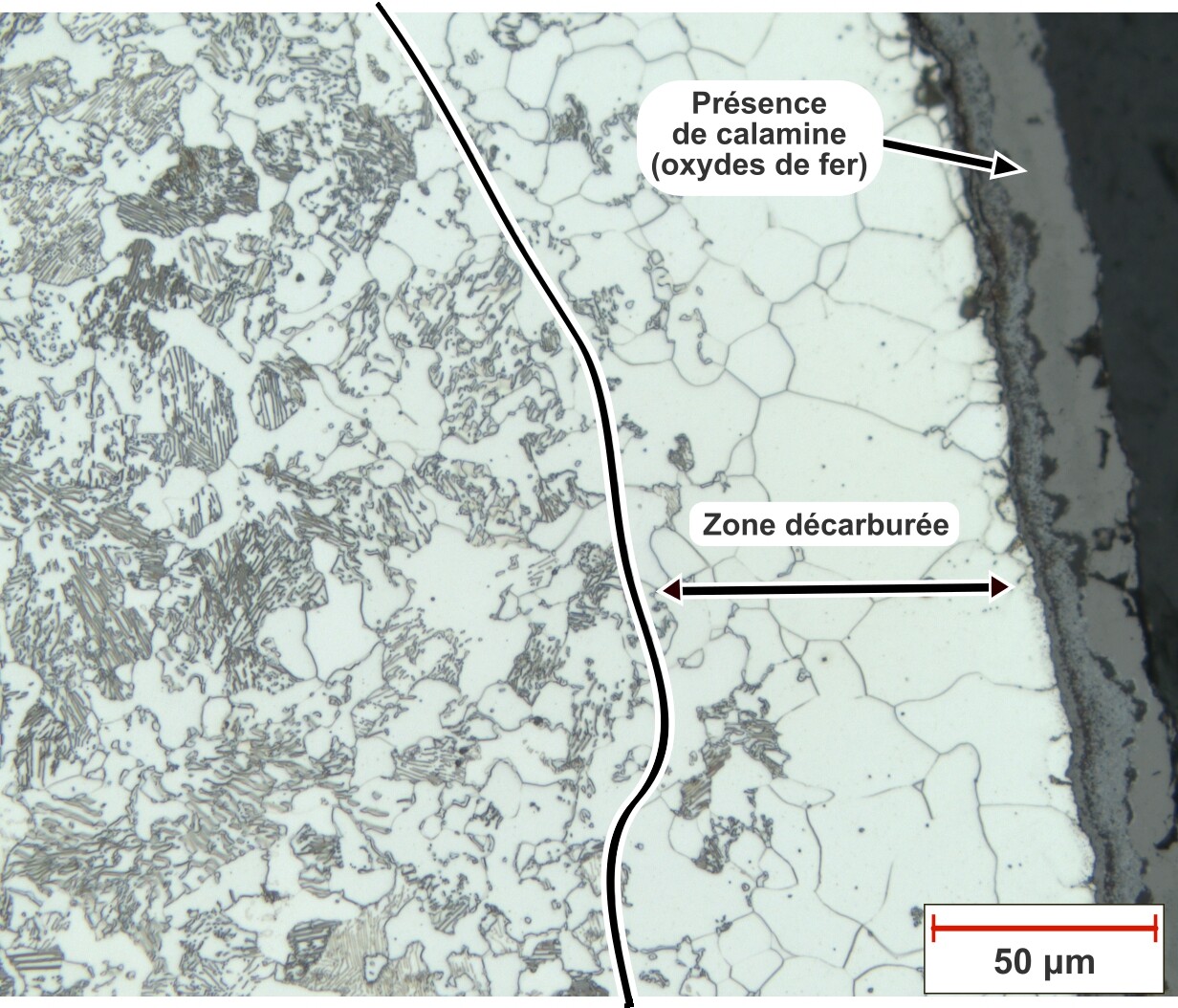
Après attaque au nital 2 %, la majeure partie de la microstructure est constituée de perlite grossière. Quelques plages qui contiennent de la perlite sphéroïdisée sont visibles. Autour de cette perlite, la ferrite apparaît derrière en blanc.
La décarburation est présente sur environ 100-120 µm, car un four à atmosphère non protégé a été utilisé.
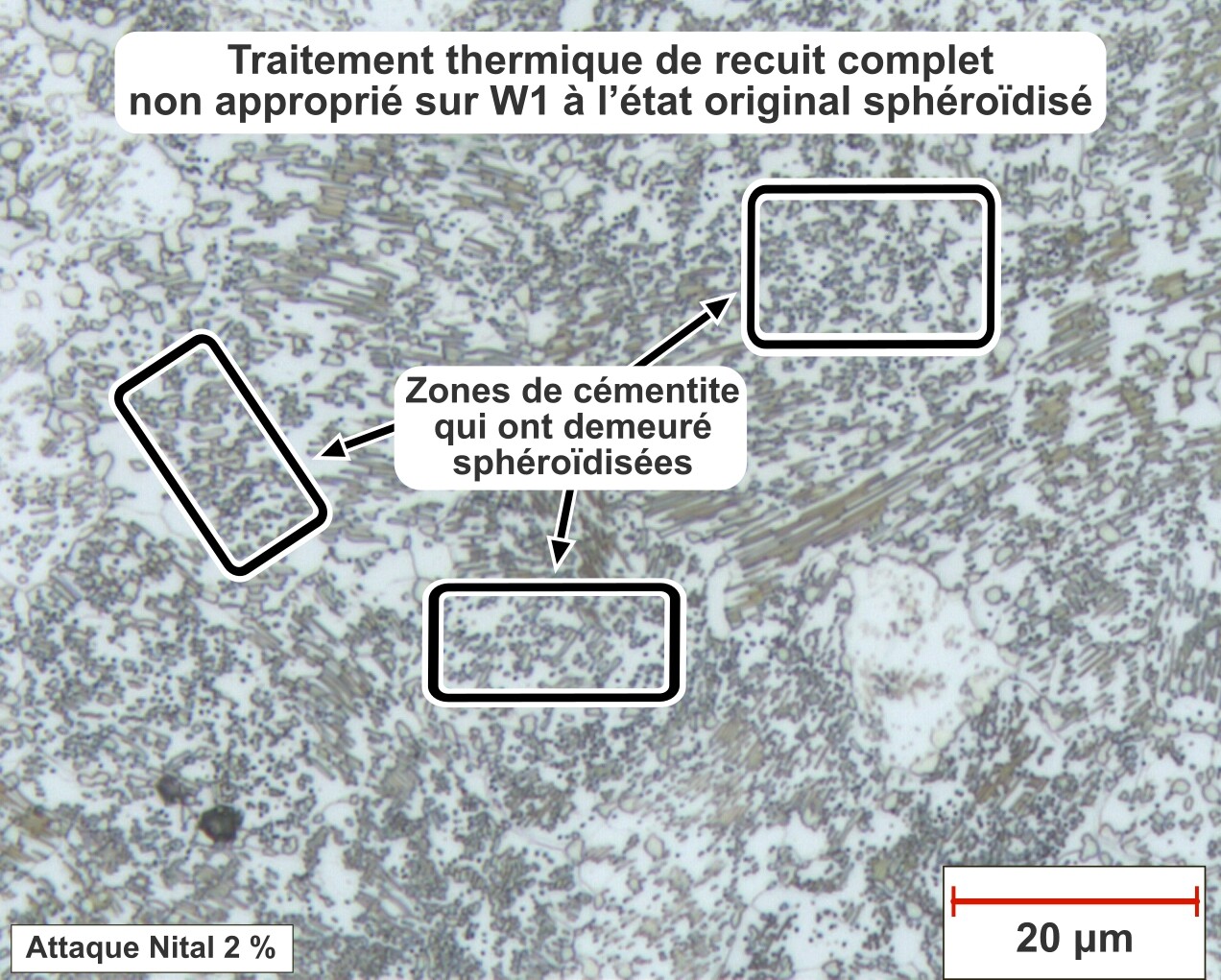
À partir du même alliage à l’état sphéroïdisé, un premier traitement thermique de recuit complet dit « non approprié » a été effectué avec l’objectif de transformer la perlite sphéroïdisée en perlite lamellaire. Malheureusement, la température et le temps de maintien n’étaient pas assez élevés pour décomposer la perlite sphéroïdisée et redissoudre le carbone dans la phase austénitique (voir l’onglet Constituants).
Remarques sur les propriétés mécaniques
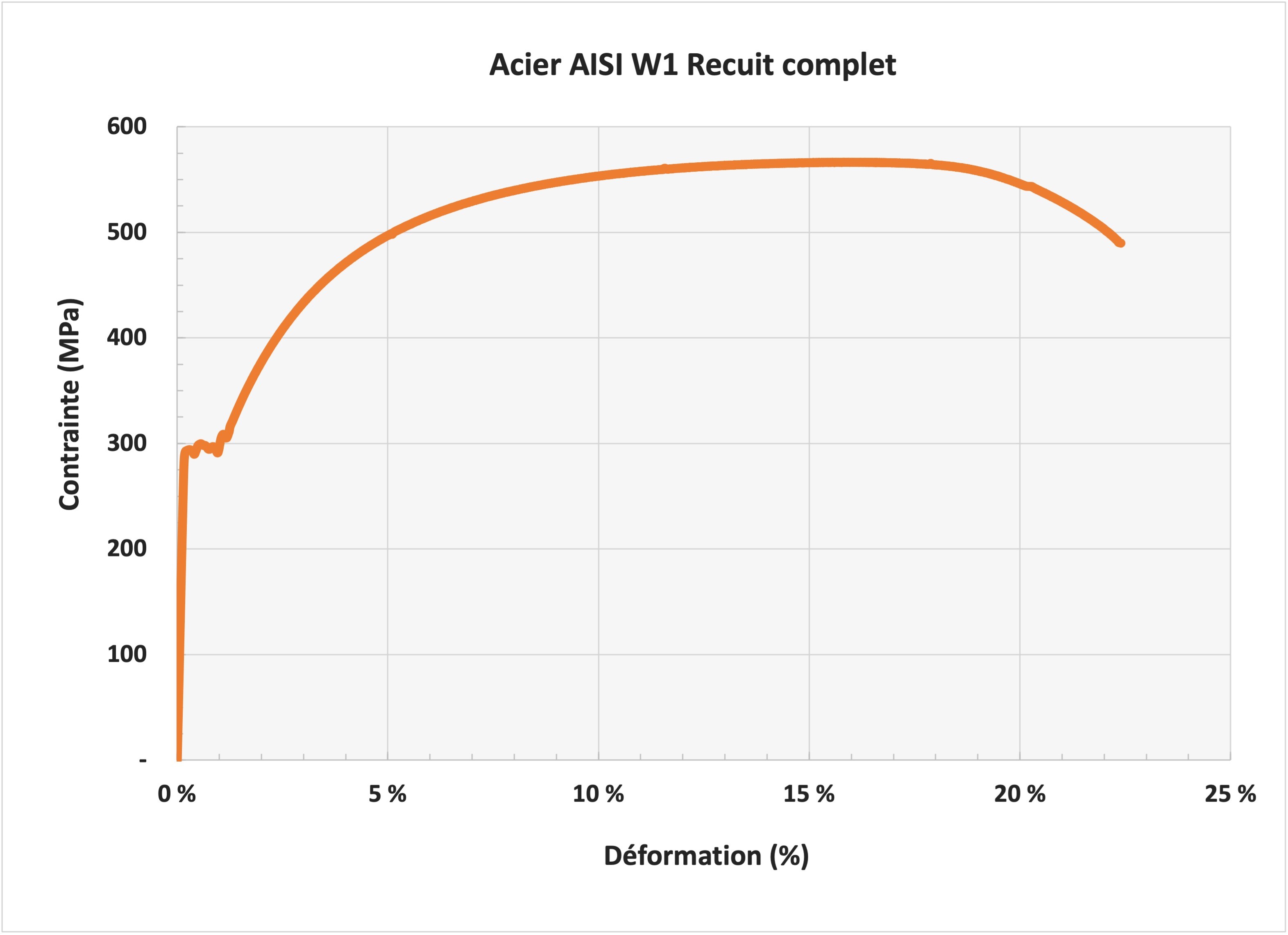
L’état recuit complet n’est pas un état de livraison général pour l’acier outil W1. C’est l’état sphéroïdisé qui est l’état métallurgique de livraison habituel. L’allongement à la rupture de l’ordre de 15 % permet la déformation plastique à froid ou à chaud. Après ce type de recuit, un cycle de trempe et revenu doit être appliqué.
L’usinage est possible, mais l’état sphéroïdisé est préféré pour l’obtention d’un fini de surface de faible rugosité. En effet, les grains de cémentite eutectoïde possèdent une dureté largement supérieure à celle des grains de perlite, ce qui entraîne des variations de dureté dans la microstructure : les outils de coupe ont alors tendance à s’abîmer et à produire un état de surface rugueux.
Préparation métallographique
- Meulage sur papier 220 grains (2 min.), 320 grains (2 min.), 500 grains (1 min.);
- Polissage avec particules diamantées : MD-Largo 6 µm (5 min.), MD-DAC 3 µm (5 min.), MD-CHEM avec OP-U Non-Dry ou OP-S Non-Dry (1 min.) (finition optionnelle).
Fiches d’alliages associés
Applications possibles
À l’état recuit complet : déformation plastique acceptable à froid ou à chaud, usinage possible mais non recommandé.
À l’état normalisé : usinage possible, faible déformation tolérée, résistance mécanique (Rm) supérieure à 1000 MPa, préparation au cycle de trempe, apte au revenu.
À l’état sphéroïdisé : état de livraison général et généralement transitoire pour effectuer la mise en forme de l’outil et l’usinage (état métallurgique idéal).
À l’état trempé-revenu : état métallurgique désiré pour la pièce en service.
Applications typiques : outils de filetage, outils de découpe, matrices à refouler à froid, outils à bois, poinçons à froid, outils d’emboutissage, d’étirage et de frappe, lames et ciseaux.
Provenance/Fabrication
La barre de 1 pouce de diamètre est distribuée par Precision Marshall Steel Company, Pennsylvanie, États-Unis.
Contributeur(s)
Famille d’alliage
AcierType
OutilDésignation
AISI W1Élaboration/Traitement
ThermiquementÉtat métallurgique
Recuit completN° de fiche
Ac-18Tableaux des propriétés
| Valeurs mesurées | Valeurs normées * | |
|---|---|---|
% C |
0,944 | 0,70-1,50 |
% Si |
0,24 | 0,10-0,40 |
% Mn |
0,39 | 0,10-0,40 |
% P |
0,008 | 0,025 max. |
% S |
0,005 | 0,025 max. |
| % Ni | 0,06 | 0,20 max. |
| % Cr | 0,09 | 0,15 max. |
| % Cu | 0,09 | 0,20 max. |
| % Mo | 0,035 | 0,10 max. |
| % W | 0,000 | 0,15 max. |
| % Fe | 97,8 | |
| % V | 0,000 | 0,10 max. |
| Valeurs mesurées | Valeurs typiques * | |
|---|---|---|
Dureté (HB) |
195 | 180 |
| Rm (MPa) | 680 | 590 |
| Re (MPa) | 360 | 330 |
A (%) |
15 | 23 |
| E (GPa) | 184 | 190 |
* Référence sur la composition chimique
ASM Handbook, Volume 1, Properties and Selection: Irons, Steels, and High-Performance Alloys, ASM International, 1990, page 759.
* Référence sur les résultats mécaniques
https://www.makeitfrom.com/material-properties/Annealed-W1-Tool-Steel
Essai de traction